|
Читайте также: |
Диаметрі үлкен пісіру құбырлары үшін дайындамаларды – жаймалар мен ыстықтай илемделген тілікшені, оттекті – конверторлы, мартенді және электр пештерінде шығарылған болаттардан жасайды. Қалың жаймаларды немесе ыстықилемделген енді тілікшені илемдеу үшін қажетті слябіні, үздіксіз құю тәсілімен немесе құймаларды алдын ала слябингте илемдеумен алады. Слябаның көлденең қимасы 150‑300 мм арасындағы қалыңдықта және ені 1000‑1200 мм аралығында, жайманың немесе тілікшенің ақырғы өлшеміне байланысты, есептеу жолымен таңдалады.
Жайма илемдеу орнақтарында бұл слябтар қалыңдығы 10‑30 мм жаймаға, одан кейін, кең енді орнақтарда қалыңдығы 5‑15 мм ыстықтай илемделген, енді тілікшеге илемделеді (4‑кесте). Жайманың,әдетте, әрқайсысы жеке өңделеді, ал ыстықтай иленген тілікше орамаға оралады.
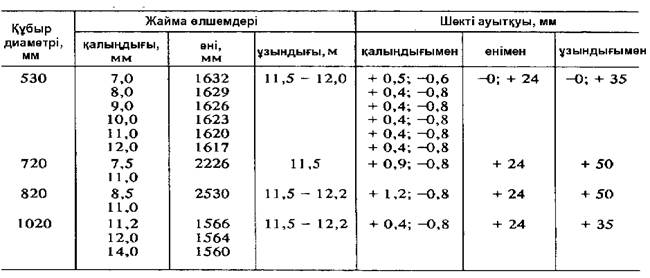
Құбырларды жасауға арналған жаймаларды өндіргенде қажетті беріктік сипаттамалары, оның ішінде төменгі температурадағы жоғары соққы тұтқырлығы, бақыланатын илемдеу технологиясын (деформация көрсеткіштері мен температураның белгілі қатынасы) қолданумен орындалады, мұнда илемдеуден кейінгі термоөңдеу жасалмайды. Диаметрі үлкен пісіру құбырларын өңдеуге арналған жаймалардың өлшемдері 4–кестеде келтірілген.
4‑кесте. Диаметрі үлкен пісіру құбырларын өңдеуге арналған жаймалардың өлшемдері.
Бақыланатын илемдеу соңғы жылдары АҚШ, Жапония, Германия және басқа елдерде кеңінен таралым тапты. Ресейде де бұл тәсіл бірнеше комбинаттарда игерілді.
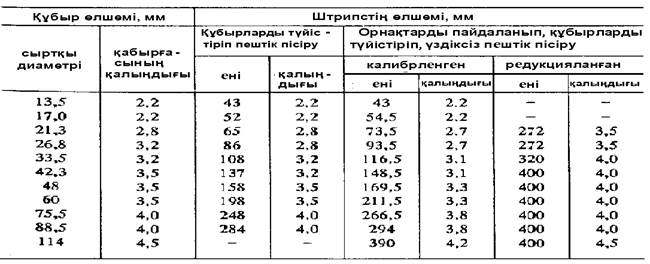
5‑кесте. Өндіру әдісіне байланысты диаметрі әртүрлі құбырларды алуға арналған штрипс өлшемдері.
Бақыланатын илемдеу технологиясы бойынша магистральді құбыржолдарына арналған қажетті беріктік сипаттамасымен жайма алу, осы мақсат үшін бұрын қолданып келген жаймаларды термиялық өңдеумен салыстырғанда, үнемділеу болып табылады.
Орамалардағы штрипс, таспа, және тілікшелерді, оларды өңдеу кезінде бақылайды, ал одан әрі пісіруге дайындауды және бақылауды, құрамында дайындау тізбегі бар, құбырпісіру орнақтарында орындайды. Қажетті кіріс бақылауын дайындама қоймасында жүргізеді. Қалыңдығы 2,25‑5,0 мм және ені 43‑400 мм сугазжолдарының пісіру құбырларын дайындауға арналған штрипс (дайындама) өлшемдері 5‑кестеде келтірілген.
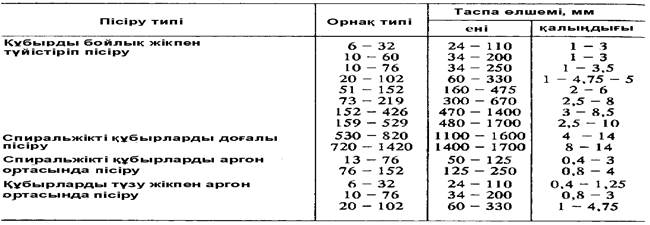
Орамалардағы таспаларды құбыр пісіру орнақтарының әртүрлі типінде құбырлардың кең түржиынын жасау үшін қолданады (6‑кесте).
6‑кесте.Әртүрлі типті құбыр пісіру орнақтарында құбырды жасауға қолданылатын таспалардың өлшемдері.
Диаметрі кіші құбырларды өндіргенде дайындама есебінде оралған енсіз таспаны қолданады, оны арнайыландырылған агрегатта (3‑сурет) енді таспаны жазып, оны енсіз таспаларға тіліп, енсіз орама жасайды:
Орамаланған алғашқы жолақ
Орама диаметрі, мм
сыртқы 1100‑1800
ішкі 700
Орама массасы, т 3,0 – 1,5
Жолақ ені, мм 700‑1550
Жолақ қалыңдығы, мм 0,8‑ 6,0
Тілгеннен кейінгі дайын орамалар
Орама диаметрі, мм
сыртқы <1800
ішкі 750
Орама массасы, т < 15,0
Жолақ ені, мм 60‑1500
Дискалы қайшыдан өткізгеннен кейінгі жолақ саны
Жолақ қалыңдығы мм‑ге дейін:
3 15
4 11
5 9
6 5
Жылдамдық көрсеткіштері
Жолақтың жылжу жылдамдығы, м /с:
енгізгенде 0,5
жұмыс жылдамдығы:
қалыңдығы 0,8‑2,5 мм, < 5
2,5 – 6,0 < 3

3 ‑сурет. Ораманы тарқатуға арналған эмбебаптандырылған агрегат сұлбасы:
1‑қабылдаушы қадамды конвейер, 2‑аударғыш, 3‑орама иіп тарқатушы, 4‑центрлеуші аунақшалар, 5‑жайма түзетуші машина, 6‑ қайшы, 7‑ таратушы аунақшалар, 8‑тұзақтық стол, 9‑тартушы және центрлеуші аунақшалар түйіні, 10‑дискалы қайшы, 11‑жолақтарды бөлетін қондырғы, 12‑жолақтарды орайтын қондырғы, 13‑ тірек, бұрылу сырықтарымен
Спиральжікті құбырларды өндіруге арналған құбыр пісіру агрегаттарында жолақ дайындау тізбегінің жабдықтары тұтас бұрылатын платформада орналасқан, ол қалыптайтын қондырғыны айналып тұрады. Жайманы дайындау тізбегін орнату бұрышы 5‑тен 45о‑қа дейін шығаратын құбыр диаметріне байланысты өзгеріп тұрады.
Пісіру құбырларын шығаруға арналған дайындамаларды дайындама беруші завод бақылайды. Жайма бетін көзбен бақылап көргеннен кейін, әрбір жайма ультрадыбыстық бақылаудан өтеді. Құбыр цехтарында қайталап арасынан таңдап немесе тұтастай бақылау жасайды. Өнімді бақылау тәсілдері 7‑кестеде келтірілген.
7‑кесте. Өнімді бақылау тәсілдері
| Ақаулық түрі | Дайындама | ||
| Жайма | Жолақ | ||
| беті | қырлары | ||
| Металл емес қосындылар | УЗД | УЗД | УЗД |
| Ортасының ақаулары | УЗД | - | УЗД |
| Флокены | УЗД | УЗД | - |
| Бетінің ақаулары | В | В | В |
| Е с к е р т у: УЗД – ультрадыбыстық дефектоскопия; В – көзбен қадағалау |
Дата добавления: 2015-08-20; просмотров: 239 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Пісіру құбырларының түржиыны мен техникалық талаптары | | | Пісіру құбырларын өндіруге арналған дайындау тізбегінің жабдықтары. |