Пісіру құбырларын өндіру әдістерінің технологиялық сипаттамалары.
Пісіру құбырларын әртүрлі болаттар мен қорытпалардан, диаметрлері 5‑тен 2520 мм‑ге дейін дайындайды.
Құбырларды пісіру тәсілдерінің әртүрлі физикалық мәнісі бар және олар екі негізгі топқа бөлінеді: қысыммен (пештік, жоғарыжиілікті, кедергімен) және доғалы балқытып пісірумен.
Құбырлардың арналуына, сипаттамалары мен бастапқы материалдардың өлшеміне байланысты пісіру құбырларын әртүрлі тәсілдермен жасайды. Пісіру құбырларын өндірудің барлық әдістерін екі айырмашылығы бар белгілерімен жіктеуге болады:
қорамалайтын металл температурасымен: жайманы салқындай қорамалау (қазіргі электрқұбырпісіру агрегаттарының барлық түрлері) және ыстық жайманы қорамалау (құбырларды үзіліссіз пештік пісіру агрегаттары);
дайын құбырлардың ақырғы өлшемдерін алу әдістерімен; қорамалау‑пісіру агрегаттарының қалибрлеу қапастарында немесе редукциялы орнақтарда.
Пештік пісіру агрегаттарында құбырларды өндірудің пісіру өндірісінің барлық басқа түрлерінен өзгешелігі бар және ол арнайыландырылған болып табылады. Құбырларды пештік пісіруде жеке жетек алатын тік және горизонталь біліктерімен алты –он екі қапастардан тұратын қорамалау ‑ пісіру орнақтарын пайдаланады.
Қапастардың құрылымы әмбебаптандырылған. Қапастардың тұғырлары – ашық типті.
Үзіліссіз пештік пісіру қорамалау‑пісіру орнақтарының жабдықтары мен жеке түйіндерінің сипаттамалары 8 –кестеде келтірілген.
8‑кесте. Қорамалау ‑ пісіру орнақтары жабдықтарының сипаттамалары
| Көрсеткіштері | Қондырғы типмөлшері | |||

| 
| 
| 
| |
| Қапас саны, дана: жалпы горизонтальды тік | ||||
| Білік диаметрі, мм: бірінші қапас басқа қапастары | ||||
| Біліктің айналым саны, мин-1 | 47,8-104,4 | 47,8-104,4 | 35-140 | 37,3-169 |
| Бөшке ұзындығы, мм | 150-200 | 150-200 | 127-172 | - |
| Пісіру жылдамдығы, м/мин | 50-92 | 50-92 | 25-122 | 50-96 |
| Негізгі қозғалтқыш: саны, дана қуаты, кВт айналым саны, мин-1 жалпы қуаты, кВт | 300-1200 | 300-1200 | 400-1600 | 300-1200 |
| Орнақтың электржабдықтарсыз массасы, т | 54,5 | - | 60,0 | 57,6 |
Электрпісіру құбырларының өндіру тәсілдері процестің өту сипатымен, құбырлардағы жіктердің саны және бағытымен, құбыр дайындамаларын қорамалау әдісімен және құбырларды пісіру әдісімен жіктеледі.
Процестердің өту сипатына қарай үзіліссіз және дискретті (үзіліспен) құбырларды өндіру әдістері деп бөледі. Үзіліссіз әдіспен оралған болаттан немесе жеке түйістіріліп пісірілген жаймалардан диаметрі кіші (D≤114 мм) және орташа (D=114‑530 мм) түзужікті құбырлар жасайды. Дискретті әдіспен жеке жаймалардан немесе алдын‑ала пісірілген жаймалардан диаметрі үлкен (D≥ 530 мм) құбырларды, сондай‑ақ көпқабатты құбырларды жасайды.
Құбырлардағы жіктердің саны және бағытымен біржікті және екіжікті, түзужікті және спиральжікті құбырлар деп бөледі. Түзу жігімен екіжікті құбырларды үлкен диаметрмен шығарады. Біржікті құбырларды түзу жігімен шығару алғашқы жайма енімен шектеледі. Спиральжікті құбырларды өндіргенде енсіздеу жаймадан диаметрі үлкен құбырларды алу қамтамасыз етіледі.
Жаймалы құбырлық дайындаманы қорамалау әдісімен келесі топтарға бөледі: білікті ‑ диаметрі кіші, орташа және үлкен түзужікті құбырларды өндіргенде; баспалы – жаймаларды шеңберлі дайындамаларға немесе жаймаларды жартылай цилиндрлерге қорамалағанда; білікті‑оправкалы немесе төлкелі типті орнақтарда – спиральжікті құбырларды өндіргенде; біліктерде – жаймаларды немесе алдын‑ала пісірілген жаймаларды қорамалағанда.
Құбырларды пісіру әдісімен флюс қабаты астында доғалы пісіру, электркедергісімен, индукциялы пісіру, жоғары жиілікті тоқпен пісіру, инертті газ ортасында доғалы пісіру, тұрақты тоқпен, электронды‑сәулелі, плазмалы және ультрадыбысты пісіру деп бөледі.
Түзужікті электрпісіру құбырларын өндірудің технологиялық сұлбасы 8‑суретте келтірілген.
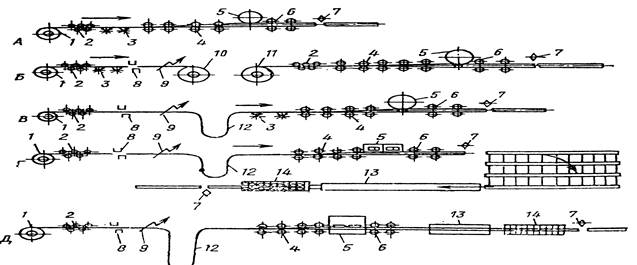
8‑сурет. Түзужікті электрпісіру құбырларын өндірудің технологиялық сұлбасы:
1- ораманы тарқату; 2‑ таспаны түзету; 3‑ тазарту; 4‑ қорамалау; 5‑ пісіру; 6‑құбырды калибрлеу; 7‑ құбырды кесу; 8‑ шеттерін кесу; 9‑ түйістіру; 10‑ таспаны орамаға орау; 11‑ таспаны тарқату; 12‑ тұзақ жасау; 13‑ құбырды қыздыру; 14‑ қалыптау
Технологиялық белгілерінің бірлескен ерекшеліктерімен құбыр пісіру агрегаттары шартты түрде келесі топтарға бөлінеді: диаметрі кіші және орташа құбырларды өндіруге арналған үзіліссіз істейтін агрегаттар; бір немесе екі бойлық жіктерімен диаметрі үлкен құбырларды өндіруге арналған үзіліссіз істейтін агрегаттар.
Пісіру құбырларын өндіруге арналған агрегаттар негізінен біртекті технологиялық операцияларды орындайды, айырмашылығы тек қана дайындамаларды қыздыру және пісіру әдістерімен ерекшеленуі.
Технологиялық операциялардың сипаты бойынша барлық жабдықтарды төрт негізгі учаскеге топтастыруға болады:
- алғашқы дайындаманы дайындауға арналған жабдықтар;
- қорамалау –пісіру жабдықтары;
- берілген көрсеткіштерімен құбыр алуға арналған жабдықтар;
- құбырларды өңдеуге арналған жабдықтар.
Дата добавления: 2015-08-20; просмотров: 329 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Быр дайындамаларын қорамалау. | | | Диаметрі кіші және орташа құбырларды қысыммен пісіру. |