Читайте также:
|
Прежде, чем приступить к изложению материала, необходимо определить, что относится к всеобъемлющему понятию проектирование. По сути, проектирование обозначает составление проекта, т.е. плана будущих изменений. Таким образом, под это понятие попадает не только создание новых производств и реконструкция существующих, а также модернизация действующих производств, т.к. какие-либо изменения на производстве обязательно должны сопровождаться составлением проектной документации вне зависимости от того, происходит ли замена части технологической схемы либо монтаж дополнительной линии трубопровода. В связи с этим, само понятие проект будет иметь ряд разновидностей, требования к каждой из которых четко определены в соответствующей нормативной документации.
Каждый проект ХТС должен содержать:
1. Технологическую топологию ХТС (технологической топологией называют характер и порядок соединения отдельных аппаратов технологической схеме);
2. Диапазоны изменений значений входных переменных, которыми являются физические параметры входных потоков сырья, а также параметры окружающей среды, влияющие на процесс функционирования ХТС;
3. Диапазоны изменений значений технологических параметров ХТС (степени превращения, степени разделения компонентов, констант скоростей химических реакций, коэффициентов тепло- и массопередачи и т.д.);
4. Конструкционные параметры ХТС (размеры аппаратов, высоты слоев насадки и т.д.);
5. Рекомендуемые параметры технологического режима работы элементов ХТС (температуры, давления, типы катализатора и т.п.);
6. Параметры технологических потоков, обеспечивающих работу ХТС в заданном режиме (температуры, давления, расходы, состав потоков и т.п.).
Для того, чтобы получить указанные выше параметры необходимо решить ряд задач синтеза ХТС, анализа ее структуры, расчета и оптимизации.
Задача синтеза ХТС в общем случае формулируется следующим образом:
Известны элементы, из которых может быть построена система, сырье и целевые продукты. При решении задачи синтеза требуется разработать структуру ХТС, требуемую для реализации технологического процесса, т.е. необходимо выбрать элементы из числа имеющихся; установить связи между ними; определить конструктивные и технологические параметры элементов ХТС.
Обычно задача синтеза является многовариантной, т.е. одни и те же значения выходных параметров могут быть обеспечены при различной структуре системы и разных режимах функционирования элементов. Следует отметить, что задача синтеза имеет особенности для проектирования нового производства (ХТС) и для реконструкции существующего. Суть отличий заключается в том, что при создании новой ХТС обычно имеется много возможностей выбора элементов и связей между ними, а при реконструкции ХТС требуется сохранить все или часть ее элементов, а также все или часть связей между элементами.
Задачи анализа ХТС подразделяются на анализ структуры ХТС и анализ качества функционирования ХТС.
Основная цель анализа структуры ХТС заключается в выявлении ее структурных особенностей и нахождение оптимальной последовательности расчета ее элементов, а цель анализа качества функционирования ХТС – получение количественных оценок ее основных свойств: чувствительности, надежности, устойчивости и т.д.
Задача расчета ХТС заключается в получении количественных характеристик как режимов функционирования элементов ХТС, так и всей системы.
Задача оптимизации ХТС является комплексной, т.к. она включает в себя как оптимизацию структуры, так и оптимизацию режимов функционирования элементов. Основной целью оптимизации ХТС является обеспечение наиболее высоких технико-экономических показателей.
Между задачами синтеза, анализа, расчета и оптимизации существует взаимосвязь, т.к. при создании нового или реконструкции существующего производства сначала выполняется синтез нескольких альтернативных вариантов ХТС, анализируется их технико-экономические показатели, а затем производится поиск оптимального варианта.
3. ПОНЯТИЕ О СИНТЕЗЕ ХИМИКО-ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
3.1. Задачи синтеза химико-технологической системы
При проектировании нового или реконструкции существующего производства, одной из главных задач является синтез варианта ХТС, позволяющего достичь высоких технико-экономических показателей. Задачи синтеза ХТС заключаются в выборе: а) основных технологических операций; б) структуры технологических связей; в) параметров технологического режима отдельных элементов и параметров системы, которые должны обеспечить оптимальное функционирование всей системы, создание высокоэффективных производств. При оценке вариантов структуры технологических связей в ХТС, одновременно решаются вопросы, относящиеся к выбору технологических и конструкционных параметров элементов ХТС, которые необходимы для согласованной между собой работы элементов.
В общем виде задача синтеза ХТС формулируется следующим образом:
Известно: состав и параметры сырьевых потоков; состав и параметры продукционных потоков; показатель критерия оптимальности функционирования ХТС; ограничения на параметры функционирования элементов ХТС.
Необходимо определить: состав ХТС (входящие в ХТС аппараты); структуру ХТС (связи между аппаратами); конструктивные параметры аппаратов ХТС; текущие технологические параметры работы ХТС; параметры управления ХТС, удовлетворяющие оптимальным параметрам функционирования ХТС.
При решении задачи синтеза ХТС, первоначально должен быть определен путь проведения процесса (химизм), и только затем становится возможным произвести синтез структуры ХТС, определение параметров работы ее элементов и параметров потоков, связывающих эти элементы. В связи с тем, что задача синтеза является сложной многовариантной задачей, ее решение возможно только при использовании определенной методологии и соответствующих подходов.
Самым простым способом синтеза может являться метод, основанный на принципах перебора вариантов топологии ХТС, параметров функционирования элементов и т.д. Однако, в связи со сложностью ХТС и многовариантностью решения отдельных задач синтеза (взаимного соединения реакторов, теплообменников и т.п.) данный способ будет требовать большого количества дополнительной информации и времени, что может быть недостаточно эффективно. Например, хорошо известно, что самопроизвольно тепло может передаваться только от горячего потока к холодному, следовательно, схему предполагающую обратное можно не рассматривать. Однако, в случае простого перебора различных вариантов, параметры функционирования элементов могут быть определены только после синтеза топологии ХТС и составления ее математической модели, необходимой для расчета, и самого расчета. Следовательно, в данном случае, даже неосуществимые варианты будут требовать рассмотрения, а, следовательно, дополнительных затрат.
Для снижения количества рассматриваемых вариантов обычно проводят декомпозицию задачи синтеза ХТС на ряд подзадач или уровней (декомпозиционный метод синтеза ХТС). Пример такой декомпозиции на семь уровней представлен на Рис.3.1. При использовании более простой – двухуровневой декомпозиции, на верхнем уровне будет происходить синтез ХТС из подсистем (химического взаимодействия, разделения, смешения и пр.) и определяться значения параметров потоков, связывающих эти подсистемы. На нижнем уровне будет производиться синтез самих подсистем, и определяться значения параметров потоков, связывающих аппараты, входящие в данные подсистемы.
| 1. Выбор маршрутов и условий проведения реакций |
| 2. Определение оптимальных систем химических реакторов |
| 3. Определение оптимальных систем разделения смесей |
| 4. Выбор вспомогательных подсистем |
| 5. Определение оптимальных систем теплообменников |
| 6. Качественный анализ надежности ХТС |
| 7. Анализ динамических свойств ХТС |
Рис.3.1. Порядок многоуровневой декомпозиция задачи синтеза ХТС
В данном случае, если вариант какой либо синтезированной схемы при ее расчете окажется неосуществимым, затраты на синтез, анализ, моделирование и расчет варианта ХТС будут меньше. Однако даже задача синтеза подсистем является достаточно сложной и требует дополнительных декомпозиций или применения других методов синтеза.
Таким образом, выбранный способ комбинации технологических связей должен обеспечить выполнение принципов, положенных в основу построения ХТС. Конечно, можно попытаться из многообразия типов узлов подобрать такие связи между ними, которые образуют ХТС с необходимыми показателями. Но простой подбор не реален, даже с использованием совершенных ЭВМ. Знание теоретических основ химической технологии и человеческий опыт позволяет найти ряд решений наилучших для достижения каких-то показателей ХТС, выполняющих определенные требования к ХТС. Среди них выделим глубину и полноту переработки сырья, минимизацию энергетических и тепловых затрат, минимизацию отходов, оптимальное использование оборудования. Поскольку эти требования должны всегда выполняться, назовем их концепциями создания ХТС.
Приемы, с помощью которых эти требования могут быть осуществлены, представляют собой ряд решений, обоснованных теорией химико-технологических процессов, инженерной проработкой и подтвержденные практикой. Набор таких решений называют еще эвристиками. Конечно, таких решений может быть много. Ниже рассмотрим наиболее распространенные из них, показав примеры их реализации.
3.2. Технологические концепции создания ХТС
3.2.1. Глубина переработки сырья в продукты - требование максимально возможного выхода полезного продукта. Некоторые решения этой концепции следующие:
1) Выбор процесса
Например, хлорвинил можно получить в двухстадийном процессе хлорированием этилена с последующим дегидрохлорированием:
СН2=СН2 + Сl2 ® СН2Сl-СН2Сl ® СН2=СНСl + НСl
кат-р выход 95% крекинг 400-5000С выход 95%
Общий выход хлорвинила из этилена в этом случае не выше 90 %. Если выбрать другой процесс - окислительное гидрохлорирование этилена то в одну стадию можно увеличить выход продукта до 95 %.
СН2=CH2 + HCl + О2 ® СН2=СНСl + Н20
кат-р
2) Избыток одного из реагентов, как правило, более дешевого и доступного. Увеличение выхода достигается, например, вследствие сдвига равновесия за счет избытка одного из реагентов. Например, в конверсии метана
СН4 + Н20 «СО + 3 H2
По стехиометрии соотношение Н20:СН4=1:1 и равновесная степень превращения СН4 составляет Хр = 48 % (температура 900°С, давление 30*105 Па). Если взять избыток легкодоступного пара, так, чтобы соотношение Н20:СН4=4, то будет достигнута при тех же условиях Хр = 94 %.
3) Противоточный контакт фаз - известное решение, обеспечивающее максимальную движущую силу процесса. Примеры – противоточное движение двух потоков в теплообменнике, газа и жидкости в абсорбере и т.д.
4) Фракционный рецикл, когда после разделения продукта и непрореагировавшего сырья, последнее возвращается на последующую переработку.
3.2.2. Полнота переработки сырья и вспомогательных материалов - требование максимальной степени превращения сырья в полезные продукты. Если полезный продукт единственный, то эта концепция и предыдущая совпадают (выход продукта и степень превращения совпадают). Некоторые решения этой концепции.
1) Выбор процесса – наиболее принципиальный и эффективный путь решения. Выше был приведен пример двухстадийном схемы получения хлорвинила. Один из недостатков – наличие побочного продукта НСl и, как следствие, низкое использование хлора в этом процессе. Этилен получают пиролизом нафты. Если изменить условия пиролиза, то можно получить примерно равные количества этилена и ацетилена в этом процессе. Тогда выделяющийся при хлорировании этилена НСl можно направить на гидрохлорирование ацетилена и также получить хлорвинил (рис. 3.2.)

 CHºCH CH2=CHCl
CHºCH CH2=CHCl
нафта
CH2=CH2 HCl
Cl2 CH2=CHCl
Рис. 3.2. Получение хлорвинила
В этом процессе обеспечивается полнота переработки Сl2, а также нафты.
2) Регенерация с рециклом - вспомогательный материал после использования в процессе регенерируют и возвращают в процесс. Например, в схеме очистки азото-водородной смеси от С02 (производство аммиака) используют поглотитель - моноэтаноламины (МЭА). После абсорбции CO2, раствором МЭА, последний направляют в десорбер, где при повышенной температуре десорбируют из него CО2 и регенерированный МЭА раствор возвращают в абсорбер.
3) Утилизация отходов позволяет получать полезные продукты из отходящего потока. При этом выход основного продукта может не измениться, однако общая степень превращения сырья в полезные продукты будет увеличена.
4) Совмещение производств позволяет превратить один из побочных продуктов в другом химическом производстве, созданном вместе с основным производством. Например, выделенный при МЭА-очистке CO2 можно направить на синтез карбамида, используя полученный аммиак.
3.2.3 Минимизация энергетических и тепловых расходов должна решать задачу экономии энергетических ресурсов. Некоторые решения этой концепции.
1) Регенерация тепла. В ряде случаев для проведения процесса (например, в реакторе) необходимо нагреть поток. Его можно нагреть за счет тепла, выходящего из реактора потока. Такая схема была приведена на примере перекрестной технологической связи. Наиболее эффективно такое решение будет, если реакция экзотермическая.
2) Регенерация энергии. Используется для процессов под давлением. В этом случае сжатые газы направляются на турбину, которая приводит в действие нагнетатель (компрессор), сжимающий исходный поток.
3) Утилизация тепла - тепло (или энергия) потока используются для получения пара в котле-утилизаторе, который поступает в заводскую теплосеть или для каких-либо других целей.
4) Химико-энергетическая система (энерготехнологическая) - ХТС, включающая энергетический узел и позволяющая наиболее эффективно, использовать энергетический потенциал топливных ресурсов и обеспечивающая автономную по энергии работу химического производства. Примером могут служить производства аммиака и азотной кислоты. Схемы принципиально демонстрирующие организацию химико-энергетических систем, показаны на рис. 3.3. и 3.4.
В производстве аммиака имеется стадия паровой конверсии метана (рис.14), для чего используется природный газ (технологический – ГТ). Это эндотермический процесс. Его проводят в трубчатом реакторе (2). В трубках находится катализатор, на котором протекает конверсия природного газа. Создание необходимой температуры процесса - около 800°С - достигается обогревом трубок за счет сгорания природного газа (ГН) в межтрубном пространства.

Рис. 3.3. Принципиальная схема энергетического узла в ХТС производстве аммиака.
1 - паровой котел; 2 – трубчатый реактор;3 - турбокомпрессор высокого давления;4,6 - паровая турбина; 5 - компрессор природного газа.
Горячие газы после трубчатого конвертора используются для получения пара высоких параметров. Вода для получения пара сначала нагревается в теплообменниках всей технологической схемы-производства аммиака, где можно регенерировать тепло процесса, и направляется в паровой котел (1), обогреваемый газами после конвертора.
Получаемый пар используется для привода турбокомпрессора высокого давления (З) и компрессора природного газа (5). Однако собранного тепла не хватает для обеспечения необходимой мощности турбокомпрессора. Поэтому в топке (1) сжигают дополнительное количество природного газа, покрывая этот дефицит энергий. Таким образом, в технологической схеме производства аммиака появляется энергетический узел выработки пара высоких параметров, обеспечивающий энергией всё производство и максимально использующий тепло всех потоков этого же производства. При соответствующем выборе параметров энергетического узла вся химико-технологическая система становится автономной по энергии.
В современном производстве азотную кислоту получают под давлением. После абсорбционной колонны, отходящие газы (в основном, азот с небольшим количеством кислорода и остатками оксидов азота) направляются на газовую турбину (2) для использования энергии отходящего газа (рис. 3.4.). Но его энергетический потенциал не достаточен для того, чтобы компенсировать затраты энергии на сжатие воздуха, поступающего в процесс, потому что часть энергии сжатого воздуха бала затрачена на получение азотной кислоты, да и объем отходящего потока меньше, чем воздуха.
Компенсируют этот дебаланс увеличением температуры отходящих газов путем сжигания природного газа (СН4) в горелке (4). Энергия сжатого газа увеличивается за счет увеличения его температуры и её хватает для того, чтобы газовая турбина (2) могла обеспечить привод необходимой мощности для компрессора (1). Передача энергии идет механически, ибо компрессор (4) и турбина (5) находятся на одном валу.
В этом производстве высокая температура отходящих газов используется для каталитической очистки газов от оксидов азота в реакторе (3).
В настоящее время химико-энергетические системы находят в промышленности всё более широкое использование.
 воздух
воздух
1 2
нитрозный
газ на
переработку
5 4
NH3 нитрозный газ СН4
после абсорбции
Рис. 3.4. Принципиальная схема энергетического узла в ХТС производства азотной кислоты:
1- воздушный компрессор; 2- газовая турбина;3-реактор каталитической очистки; 4 -горелка; 5 - контактный аппарат
3.2.4. Минимизация отходов - одно из решений для создания экологически безвредных производств. Осуществление этой проблемы непосредственно связано с предыдущими тремя концепциями, а потому приведенные выше способы их реализации справедливы для создания безотходных производств.
Помимо этого имеются и свои специфические решения. К ним относятся: санитарная очистка и обезвреживание отходов, замкнутый водооборот и уменьшение вспомогательных потоков.
3.2.5. Оптимальное использование оборудования направлено на уменьшение затрат на аппаратуру и увеличение эффективности протекающего в ней процесса. Некоторые решения по реализации этой концепции:
1) Интенсификация процесса в аппарате за счет выбора нового процесса (например, использование более активного катализатора), оптимизация режима.
2) Интенсификация процесса в результате улучшения организации процесса в аппарате, что позволяет снизить диффузионные и тепловые сопротивления, а также увеличить движущую силу процесса.
Примером этого может служить организация газожидкостного процесса. Его можно организовать в барботажном реакторе, в колонне с насадкой и в реакторе в виде трубы, в котором с большой скоростью движется газожидкостный поток. Скорость массопередачи в двухфазном потоке системы зависит от диффузионных сопротивлений фаз, которые определяют величину коэффициента массопередачи - К, и удельной поверхностью массобмена (в единице объема реактора)-Sуд.
Интенсивность процесса будет ограничена величиной β Sуд.
Для указанных трех процессов эта величина не превышает следующих значений:
Способ организации β Sуд. с-1.
Барботаж 0,1-0,2
Насадочная колонна до 0,5
Газожидкостной поток в трубе до 1-1,2
Очевидно, если имеет место быстрая реакция, то необходима более интенсивная организация процесса, например, использование вместо барботажного реактора трубчатого с газожидкостным потоком.
3) Организацию технологического процесса покажем на примере узла санитарной очистки газов. Выше была приведена схема процесса с рекуперацией тепла. Она же обычно используется в процессах санитарной очистки газов (рис.3.5.), где поток очищенного газа, например, в каталитическом реакторе (1), нагревается перед реактором в теплообменнике (2) за счет тепла газов, выходящих из реактора:
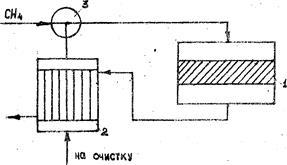
Рис. 3.5. Принципиальная схема ХТС санитарной очистки газов:
1 - каталитический реактор; 2 - теплообменник; 3 – горелка.
Пpи санитарной очистке газов, которые, как правило, содержат небольшое количество примеси, выделяется сравнительно немного тепла, а поэтому разность температур в теплообменнике мала. Это приведет к необходимости значительного увеличения поверхности теплообмена, а таким образом увеличению размеров теплообменника.
В этом случае рационально частично вести подогрев газа, поступающего на катализатор, путем сжигания топлива в горелке 3. Это позволит уменьшить затраты на теплообменник.
4) Конструкционные решения направлены на выбор или создание менее материалоемкого оборудования.
5) Увеличение единичной мощности позволяет снизить удельные затраты на аппаратуру. Действительно, можно принять, что производительность П аппарата примерно пропорциональна его объему, где протекает процесс, т.е. пропорциональна его линейному размеру в кубе П~l3, а затраты на аппарат примерно пропорциональны площади поверхности его корпуса, внутренних решеток и пр., т.е. Зап. ~ l3. Таким образом, удельные затраты будут составлять: Зап/П ~ П-1/3
Легко оценить, что удвоение мощности приводит к уменьшению удельных затрат на аппарат примерно на 20%. Это, грубая оценка. В действительности удвоение мощности приводит к уменьшению удельных затрат на 8-15 %.
Дата добавления: 2015-08-20; просмотров: 111 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Свойства ХТС. | | | Эвристический принцип синтеза ХТС |