Читайте также:
|
Определяя цель химической технологии как науки: создание экономического способа производства необходимых человечеству продуктов (с использованием химических превращений), - необходимо определять показатели производства, характеризующие его совершенство и эффективность. Можно выделить следующие группы показателей - технические, экономические, эксплуатационные и социальные.
Технические показатели характеризуют техническое совершенство рассматриваемого производства, отражают химическую и физико-химическую сущность явлений, происходящих в аппаратах технологической схемы. К ним относятся – конверсия, селективность (избирательность), выход продукта, производительность илимощность, расходный коэффициент, интенсивность, качество продукта.
Степень превращения (конверсия) – это доля исходного реагента, использованного на химическую реакцию.
 (1.1)
(1.1)
где х – степень превращения реагента j,
nj,0 – количество реагента j в исходной реакционной смеси,
nj – количество реагента j в реакционной смеси, выходящей из аппарата или находящейся в реакторе.
Необходимо помнить, что степень превращения – это доля первоначального количества реагента, т.е. пределы изменения х определяются соотношением  .
.
Селективность (избирательность) – это отношение количества исходного реагента, расходуемого на целевую реакцию, к общему количеству исходного реагента, пошедшего на реакцию.
 (1.2)
(1.2)
где j – селективность,
nr - количество образовавшегося целевого продукта r,
nj,0 – количество реагента j в исходной реакционной смеси,
nj – количество реагента j в реакционной смеси, выходящей из аппарата или находящейся в реакторе.
Пределы изменения j определяются соотношением  .
.
Выход продукта – это отношение реально полученного количества продукта к максимально возможному его количеству, которое могло бы быть получено при данных условиях осуществления химической реакции. Выход продукта от теоретической величины также является показателем совершенства процесса и показывает отношение количества полученного, продукта G к теоретическому количеству его Gтеор , которое могло быбыть получено из этого же количества сырья при идеальной организация процесса:
n=G/ Gтеор (1.3)
Выход продукта показывает, какая часть исходного сырья израсходована на образование целевого продукта
 (1.4)
(1.4)
Производительность илимощность производства определяют количество продукта - G, вырабатываемого в единицу времени:
 (1.5)
(1.5)
Обычно имеет размерности «тонн в сутки» или «тыс.тонн в год» - т/сут, т.т/год. Химическое производство работает 300-330 суток в году, т.е. за исключением времени на планово-предупредительные ремонты и возможные аварийные остановки:
 (1.6)
(1.6)
Производительность современных промышленных производств: производство аммиака - 450 тыс.т/год (1360 т/сут); производство серной кислоты - 500 тыс.т/год (1500 т/сут); производство метанола - 250 тыс.т/год (750 т/сут).
Расходный коэффициент является важным показателем технического совершенства производства и определяет затраты сырья и энергии на единицу производственной продукции:
 (1.7)
(1.7)
где Gисх - затраты сырья, топлива, энергии при производстве продукта.
Расходные коэффициенты могут иметь размерности «кг сырья на тонну продукта», «м3 топлива на тонну продукта», «кВт. ч электроэнергии на тонну продукта» и т. д.
Учитывая, что половина или более стоимости продукта составляют затраты на сырье и энергию, расходный коэффициент по сырью нередко является определяющим показателем эффективности процесса.
Интенсивность процесса характеризует совершенство его организации в отдельном аппарате. Этот показатель определяет количество полученного продукта или количество подаваемого сырья в единицу времени, отнесенное к единице величины, характеризующей размеры аппаратами (υ ап объем аппарата или реакционного пространства, поперечное сечение аппарата - F):
 (1.8)
(1.8)
И обычно имеет размерности «кг/м3 ч», «м3/м2с», «кг/м2 ч» и т.д.
Качество продукта - набор свойств и характеристик, определяющих потребительскую ценность продукта. Сюда относятся показатели чистота продукта, наличие примесей, а также химические, физико-химические, физические, механические и др. свойства. Они определяются государственными и отраслевыми стандартами и техническими условиями на продукцию.
Экономические показатели характеризуют экономическую эффективность производства и подробно изучаются в курсе по экономике химической промышленности. Технические и экономические показатели связаны между собой, и потому некоторые из них называют техноэкономическими показателями. К ним можно отнести мощность производства, удельные капитальные затраты, производительность труда, себестоимость продукта и приведенные затраты.
Капитальные затраты или удельные капитальные затраты показывают затраты на оборудование коммуникации, строительную часть, отнесенные к производству в целом - Ккап или - к единице мощности производства -Куд:
Куд= Ккап/П (1.9)
Они имеют размерности «кг металла на 1 т продукций в год», «руб. на 1 т продукции» и др.
Производительность труда Пт - количество произведенного продукта заопределенное время, приходящегося на одного работающего:
Пт=G/Nраб (1.10)
Пт=G*Ц/Nраб (1.11)
где Nраб- численность персонала, обслуживающего данное производство; Ц - цена единицы продукции.
Производительность труда имеет количественные или стоимостные выражения и соответственно, размерность «тонн в год на работающего» или «руб. в год на работающего».
Себестоимость продукта и приведенные затраты показывают затраты на единицу продукции в денежном выражении.
Эксплуатационные показатели характеризуют совершенство созданного производства как промышленного объекта. К ним относятся: управляемость или регулируемость, чувствительность к отклонениям условий работы, надежность аппаратов и производства в целом, пожаро- и взрывобезопасность.
Социальные показатели определяют условия работы обслуживающего персонала и безвредность производства для окружающей среды; безвредность обслуживания, степень автоматизации и механизации, экологическую безопасность.
Инженер-технолог должен решать одновременно множество задач. Их наилучшие решения нередко противоречат друг другу, и поэтому требуется находить компромиссные варианты, в каком-то смысле наилучшие. Находить такие наилучшие решения позволяет наука - химическая технология, ориентирующаяся на фундаментальные знания как отдельных процессов иявлений, так и химического производства в целом, т.е. химико-технологических систем, а также знания экономических и социальных законов.
2. ХИМИКО-ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ
2 1. Понятие химико-технологической системы
Выше было дано определение химического производства, из которого следует, что химическое производство - это система, а точнее, химико-технологическая система (ХТС) - совокупность аппаратов, связанных между собой потоками и функционирующих как единое целое. В каждом аппарате, или элементе по терминологии теории систем, происходит преобразование потока (смешение, разделение, измельчение, нагрев, преобразование энергии, сжатие, расширение, химическое превращение, испарение и т.д.). Потоки, или связи по терминологии систем, обеспечивают передачу вещества или энергии между аппаратами (элементами системы) и могут быть материальными, тепловыми, энергетическими.
Поэтому ХТС - представление химического производства в виде системы, как она определена выше. Изучение систем (в том числе ХТС) проводится методами теории систем. Конкретная реализация и приложение этой теории выражается в виде системного анализа - совокупности методов и средств изучения сложных систем. Универсальным средством изучения являются современные ЭВМ. Методы изучения систем включают эвристические или неформализованные методы и формализованные или строгие математические приемы, машинные алгоритмы - расчета, анализа и построения схем, совокупность приемов, вырабатываемых в практической работе исследователей, инженеров.
Функционирование ХТС характеризуют состоянием ХТС, т.е. показателями всех потоков и аппаратов. Показатели потоков называют параметрами, которые разделяются на параметры состояния и параметры свойств. К первым относятся расход и концентрация компонентов в потоке температура, давление и др., ко вторым - теплоемкость, вязкость, плотность.
Показателями аппарата (элемента являются параметры выходящих и входящих потоков, показатели управляющих воздействий, некоторые параметры состояния этого элемента, определяющие его функционирование в данный момент времени и существование для оценки состояния ХТС в целом (активность катализатора, максимальная температура в аппарате и др.).
Для построения и анализа ХТС необходимо иметь ее описание, или модель, позволяющую качественно и количественно определить состояние ХТС.
2.2.Модели химико-технологических систем.
Принимаются три вида моделей ХТС - химическая, графическая и математическая.
Химическая модель, в основу которой положены химические реакции, протекающие в системе, передается химической схемой.
Химическая схема показывает основные и побочные химические реакции, протекающие при переработке сырья с получением необходимого продукта.
Примером может служить химическая схема производства соды:
NaCl+NH3+CO2+H2O=NaHCO3+NH4Cl
2NaHCO3 = Na2CO3+CO2+H2O
2NH4Cl+Ca(OH)2=CaCl2+2NH3+2H2O (2.1.)
CaO+H2O=Ca(OH)2
CaCO3=CaO+CO2
Сравнение различных вариантов химических схем, например, схем получения одного и того же продукта на базе различного сырья, позволяет выбрать из них наиболее эффективную. При сравнении химических схем получения продуктов учитываются не только стоимость и доступность сырья, но и возможные побочные реакции снижающие выход целевого продукта и селективность, обуславливающие образование отходов, увеличение расхода энергии на переработку сырья ит.д. Рассмотрение химических схем позволяет предусмотреть аппаратурное оформление процессов, выбор конструкционных материалов, возможность автоматизации и др.
Химические схемы широко используются при разработке, модернизации и проектирования технологических процессов.
Графические модели позволяют получать наглядное представление о способе взаимодействия между отдельными элементами системы, что представляется в виде схем - функциональной, технологической, структурной, основой которых являются химические схемы.
Функциональная схема (ХTС) (рис.2.1.) строится на основе химической системы. Она показывает технологические связи между процессами, протекающими на всех стадиях производства продукта, а именно - подготовка сырья, химических превращений, выделения и очистки продуктов.
Таким образом, эта схема дает общее представление о функционировании ХТС и служит предпосылкой для аппаратурного оформления и разработки технологической и структурной схем процесса.
Технологическая схема ХТС показывает элементы системы, способы их соединения и последовательность технологических операций. Для этого в технологической схеме каждый элемент (агрегат, аппарат) имеет общепринятое изображение, соответствующее его конструктивному оформлению. Связи между ними (технологические связи) изображаются в виде стрелок. На технологической схеме кратко могут быть приведены данные о веществах, участвующих в процессе, ио параметрах процесса. В качестве примера на рис. 2.2. приведена технологическая схема ХТС синтеза аммиака.
 Известняк Поваренная соль
Известняк Поваренная соль
раствор NH4Cl
Раствор CaCl2
сода
Рис.2.1.. Функциональная схема производства соды.

Рис. 2.2.. Технологическая схема ХТС производства аммиака:
1 - колонна синтеза; 2 - водяной холодильник; 3 - сепаратор; 4 - циркуляционный компрессор; 5 - фильтр; 6 - конденсационная колонна; 7 - испаритель.
Технологические схемы получают в результате научной разработки данного способа производства. Следует отметить наглядность представления процессов с помощью технологических схем, что привело к их использованию, как при эксплуатации, так и при проектирований ХТС.
Структурная (блочная) схема ХТС, в отличие от технологической схемы, включает элементы ХТС в виде блоков, имеющих входы и выходы. Она показывает технологические связи между блоками, указывающие направление движения материальных и энергетических потоков системы, линиями со стрелками. Структурная схема ХТС синтеза аммиака представлена на рис.2.3.
 |
Рис. 2.3. Структурная схема XTС синтеза аммиака:
1 - колонна синтеза аммиака; 2 - водяной конденсатор; 3 - сепаратор;.4 –циркуляционный компрессор;5 – фильтр; 6 - конденсационная колонна; 7-испаритель.
На структурной схеме очень четко прослеживаются направление потоков. Простота оформления, наглядность изображения обусловили широкое применение схем этого типа при разработке и проектировании ХТС. Еслиимеется набор "блоков", то представляется возможным изменение их взаимоположения, можно "проигрывать" различные варианты проектируемой ХТС и выбирать наилучшие.
Операторная схема ХТС основана на том, что каждый элемент ХТС представляет, собой совокупность нескольких типов технологических операторов или отдельных типовых технологических операторов.
Технологический оператор ХТС - это элемент ХТС, в котором происходит качественное или.количественное преобразование физических параметров входных материальных и энергетических потоков в физические параметры выходных материальных и энергетических потоков в результате протекающих в нем химических или физических процессов. Это может быть, например, изменение температуры, плотности, вязкости или других параметров, при осушествлении в данном элементе ХТС химической реакции, процессов массообмена, разделения, смешения, нагревания и т.д.
Как было показано выше, существует множество иерархических уровней представления ХТС. Однако, при рассмотрении ХТС с целью ее расчета с составлением теплового и материального балансов, расчета и оптимизации ее элементов, рекомендуется использовать в качестве низшего уровня представления элементов ХТС типовые технологические операторы соответствующие первому уровню представления ХТС.
Типовые технологические операторы представляют типовые химико-технологические процессы, происходящие в элементах ХТС, при которых качественно или количественно преобразуются параметры потока: химические реакции, массообмен, смешение, разделение, нагрев, охлаждение, сжатие, расширение, изменение агрегатного состояния (конденсация, испарение, растворение).
Из всего множества технологических процессов различают только СЕМЬ типовых технологических операторов, с использованием которых возможно синтезировать ХТС любой сложности.
Типовые технологические операторы обычно делят на основные технологические операторы и вспомогательные технологические операторы.
Таблица2.1
Технологические операторы ХТС
| Основные технологические операторы | Вспомогательные технологические операторы | ||

| - химическое превращение | 
| - нагрева и охлаждения |

| - смешение | 
| - сжатия и расширения |

| - разделение | 
| - изменения агрегатного состояния вещества |

| - межфазный массообмен |
Различия между основными и вспомогательными операторами заключаются в том, что основные технологические операторы обеспечивают функционирование ХТС в требуемом целевом направлении, а вспомогательные – повышают эффективность функционирования системы путем изменения ее энергетического и фазового состояний.
Операторная схема ХТС с помощью операторов показывает взаимосвязь между отдельным элементами системы, а также отражает физико-химическую сущность процессов, протекающих в системе.
На рис.2.4. приведена схема, на которой отражены три стадии химико-технологического процесса. Каждая стадия может включать несколько типовых технологических операторов.
 |
Рис.2.4. Операторная схема некоторой ХТС:
1 - стадия подготовка; 2 - стадия химического превращения; 3 – разделение.
Операторные схемы нашли применение главным образом как исходной этап при составлении математических моделей ХТС. Графические схемы (модели) дают структуру ХТС, т.е. показывают аппараты (или группы аппаратов), производящие некоторые операции над потоками, порядок их соединения и направления потоков.
Следует отметить, что аппараты обычно представляют собой достаточно сложные технологические системы, следовательно, их также можно рассматривать как ХТС. Рассмотрим эти варианты на примере трехполочной колонны синтеза аммиака, являющейся составной частью производства аммиака (Рис. 2.5).

Рис.2.5. Схемы колонны синтеза аммиака
а) Общая схема колонны (аппарата) синтеза аммиака;
б) Операторная технологическая схема колонны синтеза аммиака
В одном случае (Рис.2.5,а), колонна синтеза рассматривается как единый вертикальный цилиндрический аппарат, в который, по одним патрубкам входит азотоводородная смесь, а по другим выходит конвертированный газ. Таким образом, если нет необходимости рассматривать процессы, происходящие внутри колонны, то ее можно изобразить как адиабатный стехиометрический реактор с заданной степенью превращения. В случае, если требуется рассмотреть влияние процессов происходящих внутри колонны, например, определить требуемое количество катализатора по слоям, активность катализатора, требуемую поверхность теплообмена и т.п., то необходимо рассматривать колонну с учетом ее элементов, функционально влияющих на работу аппарата, например, на уровне технологических операторов (Рис. 2.5,б). В этом случае она будет состоять из трех слоев катализатора (поз.141, 143 и 145), двух теплообменников (поз. 133 и 139), двух смесителей потоков (поз. 142 и 144) и делителя потока (поз. 140).
Таким образом, в зависимости от необходимости, ХТС может быть рассмотрена на любом уровне сложности ее элементов.
Элементом ХТС называется часть ХТС, которая в конкретном рассмотрении является неделимой.
В качестве более сложного примера рассмотрим технологическую схему производства аммиака (Рис.2.6 и Рис.2.7.). Как видно на Рис.2.6, элементами ХТС производства аммиака являются элементы, условно называемые ХТС-1, ХТС-2, ХТС-3 и ХТС-4, т.е. в конкретном рассмотрении ХТС нет необходимости их детализации. Иным образом, в конкретном рассмотрении они являются своеобразными "черными ящиками", выполняющих функции преобразования входных параметров в выходные. В случае необходимости, каждый их этих элементов (или все указанные элементы) может быть детализован.

Рис.2.6. Функциональная схема производства аммиака
Например, на Рис.2.7 представлена ХТС оператора ХТС-1 в более детальном – операторном виде. В случае необходимости, элементы схемы, представленной на Рис.2.7 также могут быть детализованы.
Таким образом, в общем виде, как сама технологическая установка, так и каждый ее элемент (который также является технологической системой, но младшего иерархического уровня) могут быть изображены в виде схемы, представленной на Рис.2.8.

Рис 2.7. Операторная схема ХТС-1

Рис.2.8. Принципиальная схема элемента (подсистемы) ХТС
В данном случае, к входным и выходным технологическим параметрам (X, Y) относятся параметры технологических потоков: температура, расход, состав, давление, теплота и т.д., к параметрам управления (U) – степень открытия заслонки, мощность двигателя компрессора и т.д., к параметрам установки (К) – текущую активность катализатора, активную поверхность теплообменника и т.д. Так как входные и выходные технологические параметры характеризуют потоки вещества и энергии, то, как для режима работы всей установки, так и для режима работы каждого ее элемента можно составить материальный и энергетический балансы. Таким образом, выходные технологические параметры будут четко зависеть от входных технологических параметров, параметров управления и параметров установки:
Y = f (X, U, K) (2.2)
В данном уравнении функция "f" характеризует протекающие процессы, которые с достаточной степенью точности могут быть отображены через совокупность физико-химических закономерностей протекающих процессов, и связывающих изменение температуры, давления, объема, концентрации и т.д. в этих процессах. Таким образом, каждый элемент ХТС представляет собой некую подсистему, являющуюся одновременно элементом ХТС.
С целью классификации элементов ХТС применяется иерархический принцип. Обычно различают четыре основных уровня иерархии элементов (подсистем) ХТС:
1. Типовые ХТП и их совокупность в масштабах машин и аппаратов;
2. Агрегаты и комплексы, представляющие совокупность типовых процессов в масштабах производств и их отдельных участков;
3. Совокупность производств в масштабе выпуска товарной продукции;
4. Химическое предприятие в целом.
Как было сказано выше, данное деление по уровням иерархии является условным, следовательно, в зависимости от конкретной задачи может появиться необходимость, например, рассмотреть типовые ХТП на уровнях подсистем их элементов (уровень ниже первого) или рассмотреть совокупность предприятий в региональном масштабе (уровень выше четвертого). Однако при переходе на другие уровни или при одновременном рассмотрении ХТС на различных уровнях одновременно, следует учитывать универсальные принципы построения элементов (подсистем) ХТС и их функционирования.
Математические модели позволяют дать формализованное или строгое количественное математическое описание ХТС в виде системы уравнений, передающих действие каждого узла и каждой связи.
Обозначим Хк - параметр (состояние) потока на входе в К- йаппарата; Yк - параметр потока на выходе из К-го аппарата; Zk - конструкционный параметр аппарата; Uk - управляющий параметр.
Все эти параметры, вообще говоря, многомерны, т.е. представляют ряд показателей потока.
Математическое описание состоит из двух групп уравнений:
- описание элемента ХТС, т.е. математическое описание процесса в аппарате (элементе) в виде функциональной зависимости:
Yк = Fk (Хк, Zk, Uk) (2.3)
Эта зависимость может быть представлена в виде системы алгебраических, дифференциальных и других уравнений.
- описание технологических связей между аппаратами
Хк=α l-k*Yl (2.4)
где α l-k =1 для потока, выходящего из l-го аппарата и входящего в К-й аппарат;
α l-k =0, если между l-м и K-м аппаратами нет технологической связи;
Yl -параметр состояния потока, выходящего из l-аппарата. Решение системы уравнений (2.3) и (2.4 ) достаточно сложная задача, решаемая, как правило, с помощью ЭВМ.
2.3. Технологические связи. Виды технологических связей между операторами.
Рассмотрение схем ХТС показывает, что существует определенное взаимодействие между отдельными элементами ХТС. При всей сложности ХТС существуют типовые соединения операторов между собой, объединяющих их в единую схему. К ним относятся: последовательное соединение, параллельное соединение, последовательно-обводное (байпасное) соединение и рециркуляционное соединение. Существует также разновидность сложных соединений, объединяющих несколько типов элементарных соединений одновременно. Это взаимодействие обеспечивается наличием технологических связей между ними. Различают следующие технологические связи: последовательные; последовательно-обводные (байпас), параллельные, обратные (рецикл) и перекрестные.
Последовательная технологическая связь характерна тем, что весь технологический поток, выходящий из предыдущего элемента ХТС, полностью поступает на последующий элемент ХТС, причем каждый элемент поток проходит только один раз.

 |
Рис.2.9. Последовательная технологическая связь
Последовательные связи используются для проведения ряда последовательных операций по переработке сырья в продукт, проводимых в различных аппаратах. Последовательное соединение аппаратов одного типа целесообразно в случае, если в одном аппарате нельзя провести данную операцию над потоком необходимой степени. Например, если в одном реакторе степень превращения не достаточна, то в последовательности реакторов можно достигнуть большой степени превращения.
 Последовательно-обводная технологическая связь (байпас) изображена на рис.2.10. При последовательно-обводном (байпасном) соединении через ряд последовательно соединенных элементов ХТС проходит только часть потока, а другая часть обходит часть аппаратов, а затем соединяется с частью потока, прошедшего через элементы ХТС.
Последовательно-обводная технологическая связь (байпас) изображена на рис.2.10. При последовательно-обводном (байпасном) соединении через ряд последовательно соединенных элементов ХТС проходит только часть потока, а другая часть обходит часть аппаратов, а затем соединяется с частью потока, прошедшего через элементы ХТС.

Рис. 2.10. Последовательная обводная технологическая связь (байпас)
Из рис. 2.10 следует - элементы химического превращения соединены последовательно. Сырье, поступившее на переработку, разделяется на два потока. Один поток последовательно проходит через все ступени. Второй - смешивается с продуктами, выходящими из первой ступени, и таким образом, полученная смесь направляется в следующую ступень. Подобная связь используется, например, при проведении обратимых экзотермических реакций в адиабатических реакторах - синтеза аммиака, метанола и др. В этих случаях введение холодного байпасного потока позволяет регулировать температуру и тем самым обеспечивать проведение процесса в соответствие с оптимальным температурным режимом.
Параллельные технологические связи применяются в тех случаях, когда ставится задача увеличения производительности и мощности ХТС без увеличений мощности, отдельных аппаратов. Использование параллельной связи для этой цели, например на стадии химического превращения. При параллельном соединении, технологический поток разделяется на несколько потоков, которые поступают на различные элементы ХТС, причем каждый аппарат поток проходит только один раз. Выходящие из элементов потоки могут объединяться в один поток, а могут выходить раздельно.
 |

Рис.2.11. Параллельная технологическая связь
В этом случае поток реагентов разделяется на ряд параллельных потоков, каждый из которых поступает в соответствующий реактор. Потоки, выходящие, из реакторов, объединяются затем в один общий поток. Если объем отдельных реакторов одинаков, то время пребывания в них реагентов и соответствующие степени превращения равны между собой. Параллельные технологические связи реализуются так же и тогда, когда в ХТС на базе одного исходного сырья при его переработке производят несколько целевых продуктов. Например, из природного газа в результате его переработки получают аммиак и диоксид углерода. Аммиак может быть применен для производства нитрата аммония (аммиачной селитры). Диоксид углерода совместно с аммиаком - для производства карбамида. В данном случае в ХТС имеется параллельная связь между производствами аммиачной селитры и карбамида и тем самым обеспечиваемся комплексное использование сырья.
Обратная (рециркуляционная) технологическая связь (рис. 2.12) характеризуется наличием обратного технологического потока (рецикл) в системе последовательно соединенных элементов, который связывает выход одного из последующих элементов с входом одного из предыдущих элементов.

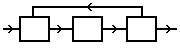
 а)
а)
б)
 |
в)
Рис. 2.12. Обратная технологическая связь(рецикл):
а- полный; б- фракционный; в- сопряженный.
ХТС с использованием этой связи характеризуются коэффициентом рециркуляции, т.е. отношением рециркулирующего потока к суммарному (коэффициент всегда меньше единицы).
Рецикл называется полным (рис. 2.12.а), когда весь поток из аппарата 2 возвращается на вход одного из предыдущих аппаратов (1 на рис. 2.12. а). Состав рециркулирующего потока не отличается от состава потока, из которого образуется рецикл.
Фракционный рецикл имеет состав, отличный от состава потока, из которого он образуется. На рис. 1.12. б после аппарата 1 поток разделяется в аппарате 2 на два различных по составу потока, один из которых возвращается на вход предыдущего аппарата 1. Кроме классификации рецикла по составу, обратные технологические связи можно разделить на простые, сопряженные, сложные. В простом рецикле обратный поток весь подается в одно место схемы (рис. 2.12.а,б). В сопряженном рецикле обратный поток подается в несколько точек ХТС (рис. 2.12, в). Несколько рециклов образуют сложную обратную технологическую связь.
На представленном рис.2.12. ХТС с обратной технологической связью потоки, входящие в систему и выходящие из нее, составляют прямой технологический поток. Внутренние технологические потоки, соединяющие между собой элементы системы и имеющие направление, совпадающее с направлением прямых технологических потоков, составляют главный технологический поток. Прямой и главный технологические потоки образуют основной технологический поток системы. Технологический поток, направление которого противоположно направлению основного потока, называется обратным технологическим потоком (рециклом).
Для характеристики ХТС с обратными связями используется коэффициент рециркуляции - отношение массы поступившего в реактор сырья Gп к массе свежего сырья Gо:
КR=Gп /Gо (2.5.)
а также коэффициент отношения рециркуляции - отношение массы рецикла Gр к массе поступившего в реактор сырья:
R= Gр/ Gп (2.6)
Связь между коэффициентами рециркуляция и отношения рециркуляции выражается следующими уравнениями:
 ;
;  (2.7)
(2.7)
Обратный технологический поток (рецикл), обеспечивается многократное возвращение реагентов в один и тот же элемент системы, создает условия более полного их превращения.
В этом плане особенно необходима рециркуляция в том случае, когда мала степень превращения реагентов за один проход через реактор. Это позволяет повысить концентрацию реагентов, что приводит к ускорению реакций, в случае обратимых реакций - к сдвигу равновесия в сторону образования целевых продуктов, и в ряде случаев – увеличению селективности. Все это обеспечивает полноту использования сырья.
Рециркуляция дает возможность регулирования температуры в элементах ХТС и одновременного использования теплоты химических реакций для подогрева исходных веществ, что обеспечивает автотермичность процесса и снижение расхода энергии на производство того или иного, продукта.
В ХТС с рециклом количество вредных выбросов в атмосферу значительно ниже по сравнению с ХТС, в которых отсутствует рециркуляция. Таким образом, использование обратных технологических связей обеспечивает эффективное использование сырья и энергии, а также защиту окружающей среды от вредных выбросов, что привело к значительному их распространению в ХТС. Примерами могут служить производства аммиака, спиртов и ряда других продуктов.
Перекрестная технологическая связь (рис.2.13)осуществляется в ХТС главным образом с целью эффективного использования энергии, в частности, такого рода связи широко применяются для утилизации теплоты отходящих газов или продуктов реакции с целью предварительного нагрева поступающего сырья, например, при окислении аммиака, окисления SO2 в SO3 синтезе аммиака и др.
 |
Рис. 2.13. Перекрестная технологическая связь:
1- теплообменник; 2 – реактор.
Применение перекрестных связей в процессах, протекающих при высоких давлениях. позволяет преобразовать энергию сжатых газов или жидкостей, находящихся под давлением в энергию электрическую.
Подобная рекуперация энергии приводит к значительной экономии энергетических ресурсов и удешевлению получаемых продуктов.
В ХТС возможна комбинация типовых связей, использование в одной и той же ХТС различных связей между элементами, дополняющими друг друга, - последовательных, параллельных, последовательно-обводных байпасных, обратных и перекрестных. При этом наличие обратных связей приводит к образованию в ХТС замкнутых контуров. С этой точки зрения ХТС подразделяются на разомкнутые и замкнутые.
Разомкнутые ХТС, так называемые системы с открытой цепью, характерны тем, что в них имеются комбинации последовательных, параллельных и байпасных технологических связей между элементами системы. В таком случае все технологические потоки проходят только один раз через любой элемент системы.
Замкнутые ХТС, циклические системы содержат по крайней мере одну обратную технологическую связь по потокам массы или энергии, которая образует замкнутый контур, состоящий из отдельных элементов системы. При этом, как уже указывалось, в ХТС может иметься не один, а несколько подобных замкнутых контуров.
Следует учесть, что при синтезе и оптимизации ХТС обычно требуется рассматривать достаточно большое количество вариантов схем, отличающихся технологической топологией. Сократить это количество помогает наряду с интуицией разработчика, его умение предварительно оценить эффект, которого возможно ожидать при различных видах соединений между элементами ХТС.
Так каскад реакторов идеального смешения (РИС), представляющий собой ряд последовательно соединенных реакторов, вследствие изменения гидродинамической обстановки будет приближаться к реактору идеального вытеснения (РИВ). Таким образом, замена одного РИС на каскад РИС дает положительный эффект. Замена одного РИВ на каскад РИВ не дает никакого эффекта, однако в случае, если длина РИВ требуется достаточно большой, то бывает более целесообразно (с точки зрения более компактной планировки оборудования) заменить один большой реактор на каскад меньших реакторов.
В качестве примера рассмотрим некоторые основные эвристики по применению различных видов связей между реакторами:
- замена одного РИС на каскад РИС, т.е. последовательно соединенных аппаратов (без изменения общего времени контакта), позволяет достичь большей степени превращения за счет изменения гидродинамической обстановки и уменьшить конструктивный размер каждого реактора. Замена одного РИВ на каскад РИВ позволяет только сократить конструктивный размер каждого реактора;
- замена одного РИВ или РИС на ряд параллельно работающих реакторов не снижает общую эффективность, но уменьшает конструктивные размеры параллельно работающих реакторов;
- параллельное подключение дополнительного аппарата позволяет увеличить нагрузку по сырью при сохранении неизменной степени превращения или, возможно, достичь более высокой степени превращения (без изменения скорости подачи сырья) за счет увеличения времени пребывания;
- последовательное соединение применяют, когда необходимо провести химическое превращение в несколько стадий для эндо- или экзотермических реакций (особенно обратимых) протекающих в адиабатических реакторах, т.к. позволяет на каждой стадии поддерживать оптимальную температуру (каталитические реактора, например, окисления SO2 в SO3 или синтеза аммиака);
- последовательное соединение применяют, когда необходимо провести технологический процесс с выделением какого либо компонента после каждой стадии (например, в многоступенчатом воздушном компрессоре после каждой ступени сжатия происходит охлаждение газа и выделение капельной влаги);
- параллельное соединение применяют, когда необходимо оптимальным образом распределить нагрузку между параллельно работающими линиями, отличающимися по производительности, например, вследствие падения активности катализатора, загрязнения теплообменной поверхности и пр.;
- параллельное соединение применяют, когда необходимо увеличить надежность производства и обеспечить возможность его работы с минимальной производительностью без снижения эффективности работы оборудования (в случае необходимости, параллельные линии могут быть отключены по экономическим соображениям или для ремонта);
- при байпасном соединении вследствие уменьшения потока, идущего через реактор, увеличивается время пребывания в реакторе и увеличивается степень превращения сырья в продукты (в реакторе);
- байпасное соединение применяется при конструировании реакторов для проведения обратимых экзотермических реакций путем смешения "горячего" потока после реактора с "холодным" байпасным потоком, что позволяет достичь высокой степени превращения и оптимальных температур, и следовательно высоких скоростей химических реакций (каталитические реактора, например, окисления SO2 в SO3 или синтеза аммиака);
- рециркуляция применяется в случаях, когда необходимо увеличить эффективность использования сырья и оборудования за счет увеличения времени пребывания в рециркулируемых аппаратах без изменения размеров оборудования и гидродинамической обстановки, т.е.;
- рециркуляция позволяет достичь максимального использования сырья (особенно для обратимых реакций) и увеличить скорость процесса за счет увеличения концентрации исходных реагентов, которая достигается при выделении целевого продукта на линии рецикла и возвратом исходных реагентов в "голову" процесса (например, цикл синтеза аммиака);
- рециркуляция позволяет уменьшить полноту протекания побочных химических реакций посредством разбавления сырья продуктами реакции, поступающими в "голову" процесса по линии рецикла.
Как было указано, данные эвристики относятся к реакторам, т.е. возможно составить подобные списки эвристик для других элементов ХТС. Кроме того, список эвристик для реакторов может быть расширен за счет эвристик, которые являются следствием указанных выше.
Дата добавления: 2015-08-20; просмотров: 519 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ОБЩАЯ ХАРАКТЕРИСТИКА ХТС | | | Свойства ХТС. |