Читайте также:
|
2.1 Комплекс оборудования Laempe предназначен для изготовления стержней из холоднотвердеющих смесей (ХТС). Способ получения стержней - пескодувное заполнение стержневого ящика ХТС с последующей продувкой ее газом-отвердителем. В качестве газа-отвердителя применяются третичные амины (триэтиламин, диметилизопропиламин, диметилэтиламин).
2.2 Общий вид пескострельного центра представлен на рисунке 1.

1 – бункер для песка;
2 – смеситель LM5.5;
3 – пескострельный автомат L100;
4 – газогенератор LG2
Рисунок 1 – Общий вид пескострельного центра Laempe
2.2.1 Смеситель LM5.5 предназначен для перемешивания компонентов стержневой смеси. Смеситель смонтирован на платформе над пескострельным автоматом.
Смеситель состоит из:
- базовой конструкции с трубкой перемешивания и приводом;
- очистительного диска;
- объемного дозатора свежего песка;
- объемного дозатора связующего;
- устройства всасывания связующего из бочки;
- поворотной заслонки на входе объемного дозатора песка;
- поворотной заслонки на выходе объемного дозатора песка;
- микропроцессорной системы управления.
Процесс приготовления стержневой смеси состоит из следующих этапов:
– подача песка и связующего в трубку перемешивания. Через патрубок, смонтированный в крышке трубки, песок поступает из объемного дозатора в трубку перемешивания. Предварительно дозированные жидкие компоненты смеси впрыскивают в поток вытекающего в трубку перемешивания песка;
– перемешивание (см. рисунок 2). Крестообразный отвал, прикрепленный к валу смесителя, вращается и одновременно осуществляет поступательные движения вверх – вниз по вертикальной оси. Интенсивное трение между песчаными зернами приводит к незначительному прогреванию песка. Это улучшает вязкость связующего и приводит к образованию равномерной тонкой пленки на поверхности песчаных зерен;

Рисунок 2 – Схема перемешивания составляющих стержневой смеси
– удаление порции смеси из трубки перемешивания (см. рисунок 3). Чтобы освободить трубку от порции смеси, её передвигают по поверхности износостойкой плиты, располагая над отверстием. Смесь выпадает и через отверстие плиты попадает в собирательный конус над пескострельным автоматом;

Рисунок 3 – Схема удаления стержневой смеси
– автоматическая очистка внутреннего пространства трубки перемешивания (см. рисунок 4). После удаления порции смеси, трубку изнутри очищают диском. Диск состоит из двух тонких и гибких стальных листов, которые проходят по всей внутренней поверхности трубки перемешивания.

Рисунок 4 – Схема очистки рабочего пространства трубки перемешивания
Все операции, связанные со смесеприготовлением (выбор рецептуры, дозировка компонентов, продолжительность дозировки, освобождение рабочего пространства смесителя от стержневой смеси) задают в диалоге с управляющим компьютером. Режим работы смесителя контролируется непрерывно управляющей программой, ошибки распознаются автоматически с комментарием по их отладке.
2.2.2 Пескострельный автомат L100 предназначен для изготовления разовых литейных стержней из ХТС методом продувки газообразным отвердителем. Стержни снимают сразу после размыкания модельной оснастки. Общий вид пескострельного автомата представлен на рисунке 5.
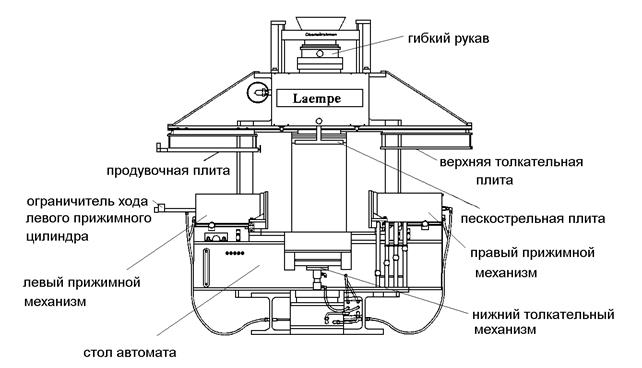
Рисунок 5 – Общий вид пескострельного автомата L100
Основная особенность пескострельного автомата – прижим отдельных частей комплекта модельной оснастки вакуумом и системами быстрого крепления. Верхняя часть модельной оснастки крепится адаптерной рамой. Нижнюю часть стержневого ящика фиксируют системой быстрого прижима. Это позволяет осуществить быструю замену комплекта стержневой оснастки.
В состав пескострельного автомата входят:
– гибкий рукав с направляющим конусом, выполненные из искусственного материала (прилипаемость стержневой смеси к этому материалу – минимальная) и предназначенные для подачи стержневой смеси в пескострельный резервуар машины. Уровень заполнения гибкого рукава стержневой смесью контролирует емкостный датчик;
– пескострельный механизм, имеющий в своём составе пескострельную головку и пескострельную плиту и оснащенный вставочной трубкой из высокопрочной пластмассы. Стержневая смесь прилипает незначительно к материалу вставочной трубки. Во время очистки комплекта модельной оснастки и после съема пескострельной плиты, вставочную трубку вынимают вручную, чтобы очистить пространство пескострельного механизма от остатков смеси. Пескострельную плиту крепят вакуумом и дополнительными фиксаторами для надежности в случае аварийного выключения электропитания автомата;
– продувочный механизм, оснащенный продувочной плитой. Плита выполнена конструктивно так, чтобы замена комплектов модельной оснастки осуществлялась за кратчайшее время. К продувочной плите вакуумом прикрепляют промежуточную плиту. Промежуточная плита выполнена из слоя прочной пластмассы и плотно приклеенного к нему слоя эластичной резины. Сбоку продувочная плита оснащена резиновым скребком. Скребок служит для автоматической очистки поверхности стержневого ящика и пескострельных отверстий от излишков стержневой смеси;
– рабочий стол, протяжной цилиндр которого передвигается с максимальной скоростью, а перед достижением конечного положения скорость движения резко уменьшается. При этом происходит мягкий прижим модельной оснастки к пескострельной головке;
– верхний толкательный механизм с верхней толкательной плитой для съема стержней из верхней части стержневого ящика с горизонтальным разъемом;
– нижний толкательный механизм, состоящий из толкательной плиты и гидравлического цилиндра. Нижние толкатели – элементы комплекта модельной оснастки;
– левый прижимной механизм;
– правый прижимной механизм;
– защитная кабина, служащая для безопасности обслуживающего персонала во время рабочего цикла, надува и продувки. На задней части кабины находятся отверстия для присоединения вентиляционных трубопроводов к скрубберу. Вентилятором скруббера отсасывают воздух, находящийся в замкнутом рабочем пространстве кабины и подают в скруббер для нейтрализации;
– вакуумная система, основным компонентом которой является вакуумный насос. Линии этой системы имеют следующее назначение:
1) для вакуумного крепления левой и правой частей стержневого ящика;
2) для вакуумного крепления пескострельной плиты;
3) для вакуумного крепления промежуточной плиты к продувочной плите.
На пульте управления для каждой линии предусмотрены отдельный манометр и регулятор;
– блок управления, в котором находятся: микропроцессор, контактно – релейные элементы, компьютер с управляющей программой, предохранительные блоки, пульт управления.
Дата добавления: 2015-07-20; просмотров: 1208 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Техническая характеристика автоматической формовочной линии | | | Техническая характеристика 4760Б2К1 |