Читайте также:
|
Обработка металлов резанием - процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимых геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщать относительные движения. Инструмент и заготовку устанавливают и закрепляют в рабочих органах станков, обеспечивающих эти относительные движения: в шпинделе, на столе, в револьверной головке. Движения рабочих органов станков подразделяют на движения резания, установочные и вспомогательные. Движения, которые обеспечивают срезание с заготовки слоя металла или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания. К ним относят главное движение резания и движение подачи.
За главное (Д.) движение резания принимают движение, определяющее скорость деформирования материала и отделения стружки, за движение подачи (Д) - движение, обеспечивающее врезание режущей кромки инструмента в материал заготовки. Эти движения могут быть непрерывными или прерывистыми, а по своемухарактеру вращательными, поступательными, возвратно-поступательными. Скорость главного движения резания обозначают v, скорость движения подачи - у5.
Движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя материала, называют установочными. К вспомогательным движениям относят транспортирование заготовки, закрепление заготовок и инструмента, быстрые перемещения рабочих органов станка.
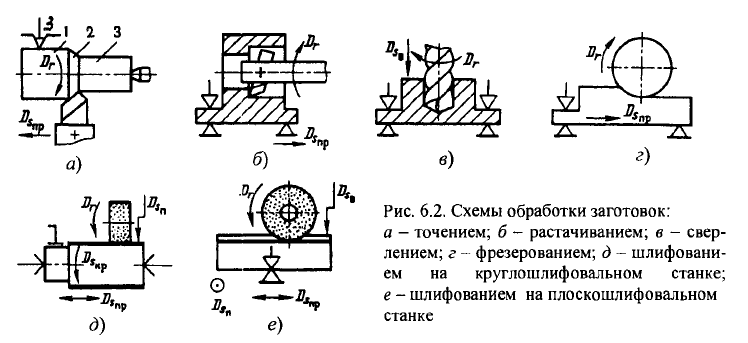
Для любого процесса резания можно составить схему обработки. На схеме условно изображают обрабатываемую заготовку, ее установку и закрепление на станке, закрепление и положение инструмента относительно заготовки, а также движения резания (рис. 6.2). Инструмент показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность на схеме выделяют другим цветом или утолщенными линиями. На схемах обработки показывают характер движений резания и их технологическое назначение, используя условные обозначения.
Существуют движения подачи: продольное (пр), поперечное (п), вертикальное (в), круговое (кр), окружное (о), тангенциальное (т). В процессе резания на заготовке различают обрабатываемую поверхность /, обработанную поверхность 3 и поверхность резания 2 (рис. 6.2, а). На схемах обработки закрепление заготовки и инструмента показывают полуконструктивно или условными обозначениями в соответствии с ГОСТ 3.1107-81.
При обработке заготовок на станках с ЧПУ абсолютные значения скоростей главного движения резания и движения подачи вносятся в программу специальными кодами.
При использовании в ГПС многоцелевых металлорежущих станков на одном станке можно осуществить несколько технологических способов обработки, например сверление, развертывание, растачивание, фрезерование, что расширяет номенклатуру деталей, обрабатываемых на одном станке, и повышает их производительность.
Дата добавления: 2015-07-25; просмотров: 109 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ВОЛОЧЕНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОФИЛЕЙ | | | МЕТОДЫ ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН |