Читайте также:
|
Шероховатость фрезерованной поверхности будет определяться главным образом кинематическими неровностями (глубиной волн на поверхности детали), обусловленные наличием двух рабочих движений: вращательного-резание и поступательной-подачи.
При фрезеровании неровности имеют вид волн с длиной e и высотой y.
Схема формирования кинематических волн для фрез с z=2 представлена на рисунке 4.1.
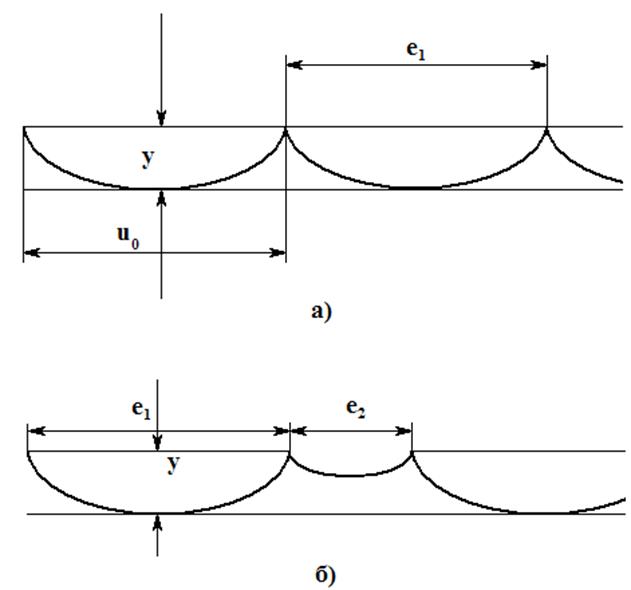
Рис.4.1. Формы кинематических волн при фрезеровании
а) при τ<τкр;
б) при τ≥ τкр
Величина τ определяет разницу радиусов резания резцов фрезы и зависит от точности выставки лезвий резцов инструмента:
τ=R1-R2,
где: R1-радиус более выступающего резца, мм;
R2-радиус резания второго резца, мм;
На практике точность установки лезвий резцов составляет 0,02…0,1 мм. Неравенство радиусов резания приводит в общем случае к срезанию разных по объёму слоев и формированию на поверхности детали волн неодинаковой длины: первый резец, имеющий больший радиус резания R1 оставляет более длинные и глубокие волны (рис.4.1.а).
Увеличение τ будет вызывать удлинение волны e1, и соответственное уменьшение волны e2, т.к. e1+e2=u0=const.
При дальнейшем увеличении τ наступает такой момент, когда второй резец перестает принимать участие в формировании поверхности (e2=0), хотя и будет срезать слои в толще снимаемого припуска. При этом τ сравняется с глубиной волны (высотой гребня), оставляемого одним лезвием и называется критической (τкр).
По исследованиям профессора В.И. Любченко критическому значению τкр соответствует критическая длина волны eкр, равная на один оборот uокр и критическая скорость подачи uкр:
 ,
,
где: n-частота вращения инструмента, мин-1.
Критическая скорость подачи uкр называется такая её величина, превышение которой приводит к участию в формировании обработанной поверхности второго лезвия и, следовательно к появлению волн разной длины (рис.4.1. б).
Если фактическая скорость u≤uкр, то в формировании обработанной поверхности участвует одно лезвие, оставляя волны постоянной длины (рис.4.1. б).
Дата добавления: 2015-08-21; просмотров: 111 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Постановка задачи | | | Назначение оптимального значения скорости подачи |