|
Читайте также: |
внутренний (Ar) потоки защитных газов; 5 – насадка;
Распределительная сетка
Рисунок 1.16 – Подача защитных газов в зону наплавки
Для наплавки тугоплавких и активных металлов, часто выполняемой вольфрамовым электродом, для улучшения защиты нагретого и расплавленного металлов от возможного подсоса в зону наплавки воздуха используют специальные камеры (наплавка в контролируемой атмосфере).При крупногабаритных изделиях используют переносные мягкие камеры, устанавливаемые на поверхности изделия. После их продувки и заполнения защитным газом наплавку выполняют вручную или механизировано. Для этих же целей используют подвижные камеры (рис.1.16, г), представляющие собой дополнительную насадку на расширенное газовое сопло горелки. Наплавка в этом случае обычно выполняется автоматически.
Наплавка в защитном газе позволяет механизировать и автоматизировать процесс работы в любом пространственном положении наплавляемой плоскости, в том числе и в потолочном. Возможна также механизация наплавки мелких деталей.
Автоматическая наплавка в среде углекислого газа в 3...4 раза повы-шает производительность работ и на 30...40 % снижает себестоимость вос-становления деталей в сравнении с ручной дуговой наплавкой.
Дуга и участок формирования наплавляемого металла доступны для наблюдения, которое очень важно при наплавке деталей сложной формы, например штампов. При наплавке в защитном газе отпадает необ-ходимость применения разных приспособлений для удержания флюса и расплавленного шлака, необходимых при наплавке под флюсом.
Наплавка в защитном газе целесообразна там, где невозможна наплавка под флюсом (наплавка внутренних поверхностей, необходимость видеть дугу). Многослойная наплавка с содержанием элементов, ухудшаемых отделимость шлаковой корки, затруднительна под флюсом, но лучше в защитном газе.
При наплавке в среде СО2 можно восстанавливать детали малых ди-аметров(10мм), наплавлять тонкие слои металла (около 1мм), а также глубокие внутренние поверхности. При этом возможно получение наплавленного металла, отвечающего по составу не только углеродистым, но и низколегированным и высоколегированным сталям и сплавам. Техника газоэлектрической наплавки мало отличается от техники наплавки под флюсом. На рис. 1.17 показана установка для газоэлектрической наплавки.
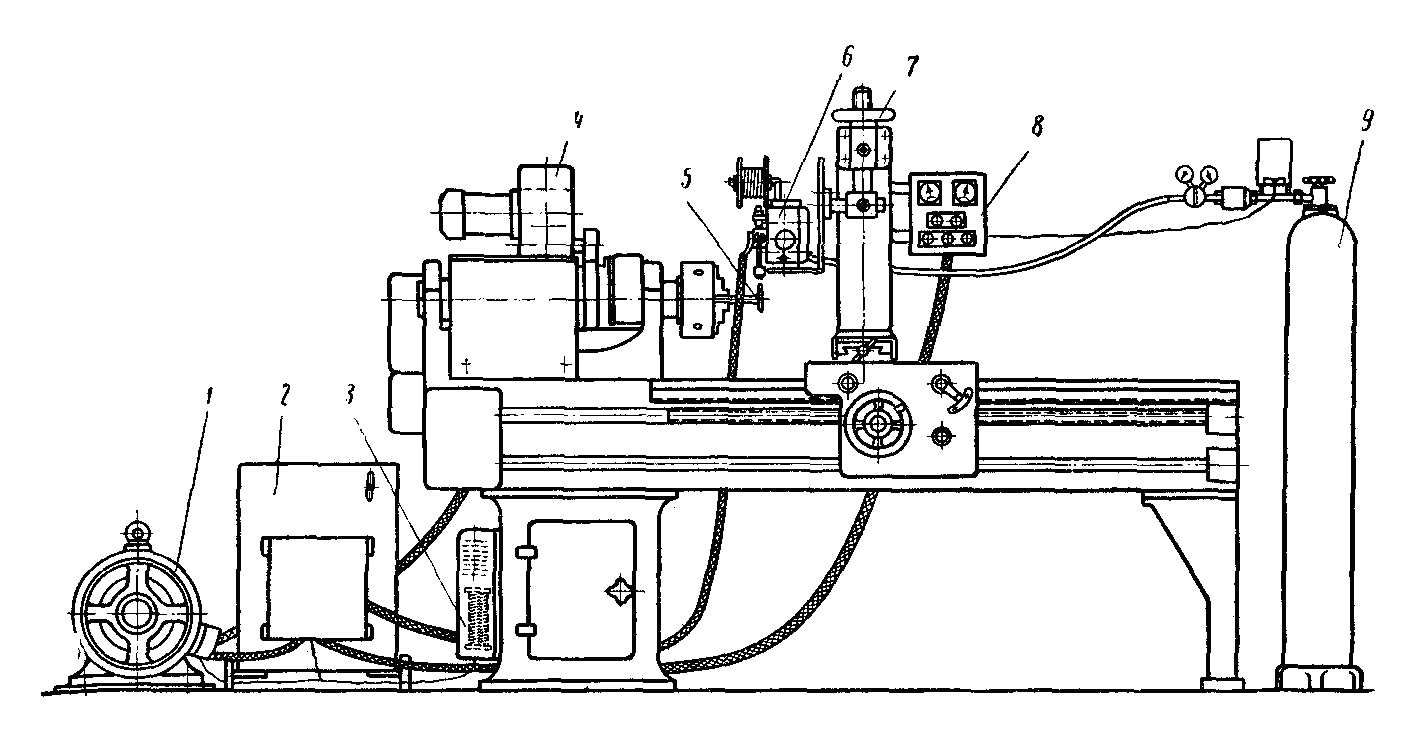
Преобразователь, 2 – аппаратный ящик, 3 – реостат
возбуждения, 4 – привод станка, 5 – наплавляемая деталь,
Наплавочный аппарат,7 – вертикальный суппорт, 8 – пульт
Дата добавления: 2015-10-28; просмотров: 130 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Защитный газ; 5 – наплавляемое изделие; 6 – неплавящийсяэлектрод;7 – присадочный пруток; 8 – наплавленный металл | | | Управления, 9 – баллон с углекислотой и газовой аппаратурой |