|
Читайте также: |
Способы повышения производительности ручной дуговой наплавки
Наплавка пучком электродов
Высокопроизводительным способом при ремонте деталей машин яв-ляется наплавка металла пучком электродов. Пучок электродов представ-ляет собой несколько сложенных вместе электродов, скрепленных между собой обвязкой и прихватками (рис. 1.5, а). Количество электродов в пучке бывает 2…4. Зависит это от характера наплавочных работ, а также от квалификации и навыков сварщика. При необходимости наплавки низкими и широкими валиками применяют пучки из двух (рис. 1.5,б) или трех (рис. 1.5, в) электродов, скомпонованных в ряд. Для наплавки более узкими, но высокими валиками, применяют пучки из трех электродов, скомпонованных треугольником (рис.1.5,г) или из четырех электродов (рис.1.5, д).
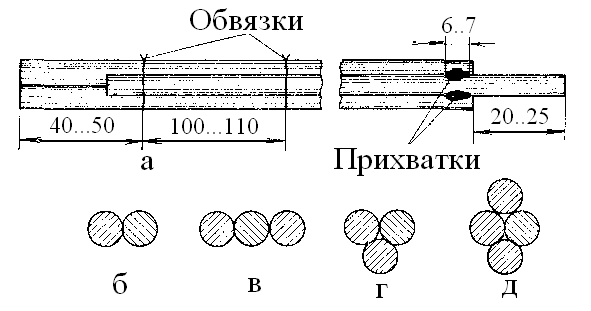
а – общий вид; б,в,г,д – вид в разрезе
Рисунок 1.5 – Пучки электродов
Обычно на ремонтных предприятиях пучки изготовляют подсобные рабочие. Электроды в пучке складывают как можно плотнее друг к другу. Один из электродов выдвигают вперед на 20…25 мм(рис. 1.5, а), чем эко- номится электродный металл при наплавке, так как у таких пучков после их расплавления остается огарок только от одного электрода длиной15…20 мм.
Электроды перевязывают стальной отожженной проволокой диаме-тром не более 1 ммв двух-трех местах по длине пучка. После обвязки в каждом пучке делают прихватки на том его конце, которым пучок встав-ляется в электрододержатель. Прихватки выполняются электродами диа-метром 3…4 мм с любым электродным покрытием при пониженной плот-ности тока. Опыт показал, что один подсобный рабочий за смену может из-готовить до 100 кгэлектродных пучков. Переход на наплавку пучком электродов не требует дополнительного сварочного оборудования, чем значительно облегчается внедрение этого способа. Процесс плавления электродов в пучке происходит несколько иначе, чем одиночного электрода. Возбуждается электрическая дуга обычным приемом и возникает она сначала на том электроде пучка, конец которого в данный момент окажется ближе к поверхности детали и дуговой промежуток которого будет иметь наиме-ньшее омическое сопротивление. Допустим, что таким электродом в пучке оказался электрод 1(рис. 1.6, а ).

а – расплавление 1-го электрода;
б – расплавление 2-го электрода;
в – расплавление 3-го электрода
Рисунок 1.6 – Схема горения дуги в пучке электродов
После оплавления конца электрода 1 расстояние между ним и дета-лью, а также омическое сопротивление дуги увеличиваются, вследствие чего последняя автоматически перейдет на следующий электрод пучка, ко-торый к этому моменту окажется ближе к поверхности наплавляемой дета-ли. Предположим, что таким электродом теперь оказался электрод 2(рис. 1.6, б ). Через небольшой промежуток времени по той же причине дуга снова перейдет на следующий электрод 3, оказавшийся ближе к поверхности детали (рис. 1,6, в) и т. д. Такие переходы электрической дуги с электрода на электрод повторяются несколько раз в секунду и происходят автоматически. Вследствие периодического плавления каждого электрода в пучке и более развитого сечения пучка в сравнении с одним электродом, тепло дуги при наплавке пучком рассредотачивается на значительно большую площадь. Это снижает степень местного нагрева детали и приводит к уменьшению глубины проплавления основного металла, что при наплавочных работах является положительным фактором, особенно для yглepoдистых и легированных сталей и чугуна.
Наплавку пучком электродов выполняют на переменном или посто-янном токе на режимах, приведенных в табл. 1.2.
Таблица 1.2 – Режимы наплавки пучком электродов
| Параметры | Количество электродов в пучке, шт. | |||||||
| Диаметр элек-трода, мм | 3+3 | 4+4 | 5+5 | 3+3+3 | 4+4+4 | 5+5+5 | 3+3+3+3 | 4+4+4+4 |
| Сила свароч- ного тока, А | 120… …150 | 180… …250 | 250… …300 | 200… …250 | 230… …280 | 300… …350 | 230… …270 | 280… …320 |
Пучок перемещают прямолинейно по направлению наплавки без по-перечных колебательных движений, а положение его по отношению к нап-лавляемому валику зависит от характера наплавочных работ (рис. 1,7).
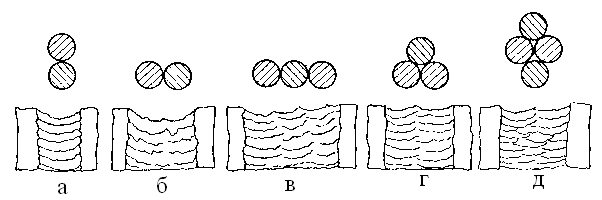
а – наплавка узких валиков двумя электродами;
б – наплавка широких валиков двумя электродами;
в – наплавка широких валиков тремя электродами;
г – наплавка узких валиков тремя электродами;
Дата добавления: 2015-10-28; просмотров: 203 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| CECROPIA & THE CECROPIDES | | | Д –наплавка четырьмя электродами |