|
Читайте также: |
12 января 2012 г.
Факторы, влияющие на выбор метода получения заготовки. Основные виды получения заготовок подвергающихся механической обработки машиностроения.
1) Литье.
2) Обработка металлов давлением (ковка, штамповка), n10..100n.
3) Получение заготовки из проката – заготовки.
4) Рисование порошком.
Выбор метода получения заготовок зависит от:
1) Назначение детали и требований предъявляемых к ней.
2) Конфигурация и размеры.
3) Марка материала.
4) Тип производства др.
Наиболее сложные детали мы можем получить методом литья (сложные по форме, большие по габаритам). Изделия, получаемые методом обработки давлением должны быть более простыми по форме.
Размеры заготовок, получаемые литьем и обработкой давлением, практически не ограничиваются (полностью ограничение не имеет литье (штампы)).
Объемной штамповкой получают заготовки массой от нескольких десятков до нескольких сотен килограмм.
Формы и размеры, полученные порошковым способом от 2 до 60 мм, вес не превышает 10 килограмм.
Заготовки из одного и того же материала, полученные литьем, обработкой металлов давлением имеет различные свойства:
Программа выпуска продукции
В условиях единичного производства для простых по конфигурации деталей заготовками часто являются профили (трубы, сортовой прокат, швеллеры), получаемы в условиях металлургического производства.

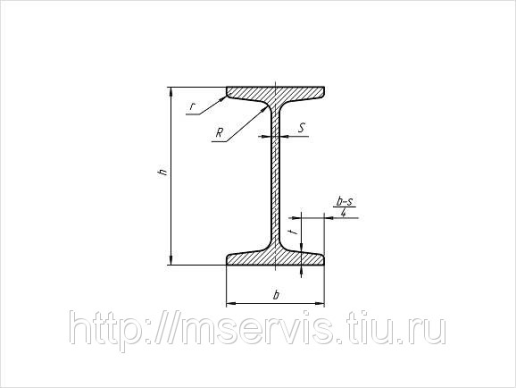 (листовой прокат, двутавр, круг, квадрат, швеллер)
(листовой прокат, двутавр, круг, квадрат, швеллер)
Стоимость механической обработки заготовок при изготовлении детали в этом случае очень высока.
Однако такая заготовка может быть экономичной из за низкой стоимости проката, почти полного отсутствия подготовительных операций и возможности автоматизации процесса механической обработки.
В крупносерийном и массовом производстве конструкция заготовок следует максимально приближать к конфигурации детали. Например, для изготовления ступенчатого вала из стали 45 целесообразно применить поковку (штамповку).

Рисунок.
Оптимальный метод изготовления заготовки находят на основе анализа: конструктивно – технологических признаков проектируемой детали, технико – экономических показателей, программа выпуска деталей.
Дата добавления: 2015-08-26; просмотров: 123 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Структура производственного процесса. | | | Влияние выбора заготовок на технико – экономические показатели (ТЭП) технологического процесса. |