|
Читайте также: |
Преимущества ТПМ лучше всего реализуются в условиях гибкой производственной системы (ГПС). ГПС представляет собой комплекс автоматизированного оборудования (технологического, транспортного, складского и др.) с единой автоматизированной системой управления (АСУ), обеспечивающей быстрый переход с выпуска одного изделия на выпуск другого путем замены программы АСУ, автоматической смены инструментов и оснастки без изменения состава и расположения основного оборудования. По сути, ГПС можно рассматривать как организационно-техническую структуру (т.е. организационную, функциональную, компоновочную и информационно-управляющую), на основе которой создаются высокоэффективные (преимущественно мелкосерийные многономенклатурные), а также интегрированные производства перспективных ЭУ.
В состав автоматизированного технологического оборудования обычно входят гибкие технологические модули (ГТМ - основная технологическая структурная единица ГПС) и (либо) робототехнологические комплексы с индивидуальными средствами автоматического управления или управляемые от центральной ЭВМ, устройства загрузки-выгрузки (промышленные роботы или специальные автоматические устройства) объектов производства (и их конструктивов), унифицированная (или специальная) оснастка, контрольно-измерительные средства и т.д. (рис. 18). Состав технологического оборудования ГПС должен подбираться так, чтобы обеспечить реализацию ТП, предусмотренных в сменных программах с учетом резервирования отдельных ГТМ (на случай отказа) для обеспечения непрерывной работы ГПС.
Транспортное оборудование (транспортеры, конвейеры, автоматические тележки, промышленные роботы или специальные автоматические устройства) должно обеспечивать своевременную подачу со складов к технологическому оборудованию заготовок, конструктивов, сменной оснастки и требующих замены инструментов, материалов ТС и доставку на склады готовых ЭУ, сменной оснастки и инструмента, отходов производства и т.д. по адресам, указываемым по команде центральной управляющей ЭВМ (см. рис.7.18).
Складское оборудование представляет собой складирующие автоматы, на которых хранятся и выдаются по команде АСУ полуфабрикаты, готовые ЭУ, конструктивы, оснастка, инструменты, материалы и т.д. в количестве, достаточном для непрерывной работы ГПС.
АСУ на базе ЭВМ осуществляет оперативный контроль за работой ГПС нее составляющих, оптимизирует режим работы всех единиц оборудования, особенно при переходе на выпуск других изделий, определяет необходимые для этого инструменты, оснастку, материалы ТС и дает команду на их доставку к технологическому оборудованию, а также изъятие заготовок, оснастки, отходов и т.д. от предыдущего изделия. Высокое быстродействие и большая емкость памяти ЭВМ обеспечивают надежный контроль и оперативное управление производственным процессом в рамках ГПС.
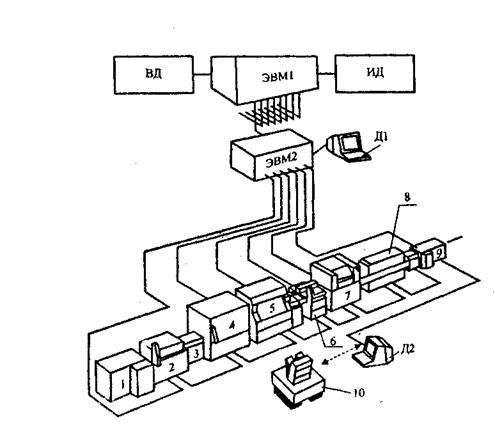
Рис. 7.18. Гибкая автоматизированная линия сборки и монтажа (по варианту I) ПМК на КП: 1 - загрузчик; 2 - модуль трафаретной печати припойной пасты; 3 - конвейер; 4 - модуль нанесения клея; 5 - модуль сборки чип-компонентов и корпусов типа SO с малым числом выводов, б - модуль сборки многовыводных, корпусов SO и FP; 7 - модуль сборки кристаллодержателей (PLCC и др.) на КП; 8 - монтаж ПОДП; 9 - разгрузчик; 10 - транспортный робот, управляемый ЭВМ; ЭВМ1 - центральная ЭВМ; ЭВМ2 - ЭВМ контроля и управления автоматической линией; ИД - исходные данные; ВД - выходные данные; Д1 и ДО - дисплеи
Таким образом, в отличие от жесткой гибкая автоматизация характеризуется:
- быстрой переналаживаемостью производственной системы только с использованием имеющегося в составе ГПС технологического оборудования;
- широким применением ЭВС и робототехники;
- оперативностью контроля и управления ТП;
- возможностью оптимизации ТП и процесса управления производством;
- возможностью диагностирования технического состояния оборудования;
- совместимостью со всеми средствами реализации любых САПР, что позволяет при соответствующем выборе компьютерной среды организовать интегрированную производственную систему;
- возможностью совершенствования изделий и технологий их изготовления;
- потребностью высококвалифицированных рабочих;
- возможностью организации малолюдной и безлюдной технологий, а в сочетании с кластерными системами - экологически чистых технологий.
Переналаживаемость и гибкость ГПС. Под переналаживаемостью ГПС подразумевается возможность быстрого и экономичного перехода с одного ТП на другой в связи с изменением конструктивных, технологических, организационных, управленческих и экономических факторов, а также объема выпуска изделий. Основной характеристикой переналаживаемоети является время переналадки. Переналаживаемость присуща любому многономенклатурному производству, но в современных условиях производства ЭВС требования к переналаживаемости особенно возрастают. Это определяется частой сменяемостью ЭУ, обусловленной постоянным совершенствованием их конструкций, изменением нх функциональных параметров, одновременным выпуском нескольких модификаций изделий, изменением объема выпуска, совершенствованием различных технологий (реализуемых в ГПС), освоением новых ЭУ, пользующихся повышенным спросом у потребителей и т.д., а также разработкой уникальных ЭУ. Переналадка может быть также связана с отказом отдельных единиц ГПС и автоматическим включением резервных в ТП.
В ГПС можно выделить неизменяемые базовые структурные единицы (БСЕ), а также средства наладки и настройки. Средства наладки позволяют изменять качественные и количественные характеристики ГПС путем замены одних узлов другими в пределах допускаемых отклонений, определяемых БСЕ. Средства настройки позволяют изменять качественные и количественные характеристики ГПС без замены узлов, а только путем их переналаживания в заданных пределах (с помощью регулировочных органов или элементов).
К БСЕ относятся: несущие конструктивы технологического оборудования, индивидуальных или групповых устройств управления; транспортно-накопительных устройств, загрузочно-разгрузочного и другого оборудования, а также их общее программно-математическое обеспечение.
К наладочным средствам относятся агрегатные узлы технологического оборудования и автоматизированной транспортно-складской системы, технологическая оснастка, включая инструментальную, захваты и ориентирующие устройства, узлы систем инструментального, технологического и информационного обеспечения, дополнительные блоки систем управления, специальное программное обеспечение управляющих ЭВМ, управляющие программы.
Средства настройки включают регулируемые электронные узлы и электромеханические конструктивы технологического оборудования, регулировочные органы и элементы устройств индивидуального, группового и централизованного управления, входные параметры, программного обеспечения.
Переналадка - это технологический процесс, связанный с изменением характеристик ГПС, Возможность эффективного изменения этих характеристик достигается гибкостью производительной системы.
Гибкость является характеристикой непосредственно ГПС, а переналаживаемость определяется характеристиками как ГПС, так и объектов производства.
Гибкость производственной системы определяется:
- диапазоном изменения технических характеристик (например, режимов обработки, прижимных усилий, допустимой конфигурации и размеров отдельных конструктивов оборудования, количества рабочих органов, точности выполнения технологических операций и т.д.) ГПС и ее структурных единиц;
- универсальностью технических решений в пределах одной ГПС, в том числе основного и вспомогательного оборудования, применяемой оснастки для различных видов оборудования, средств управления, информационного и программного обеспечения;
- временем, требуемым для изменения технических характеристик ГПС;
- совершенством системы управления и средств программного
обеспечения в отношении оперативности переналадки ГПС.
В качестве меры гибкости перехода ГПС, выпускавшей изделия i-го наименования, к выпуску изделий j-го наименования принимают коэффициент гибкости  , определяемый как
, определяемый как

где  - время обработки (формообразования) 1-го объекта при изготовлении ЭУ j-го наименования;
- время обработки (формообразования) 1-го объекта при изготовлении ЭУ j-го наименования;  - время переналадки ГПС при переходе от выпуска i-ro наименования к j-му; (1 - 1 / n) - весовой коэффициент, учитывающий объем номенклатуры выпускаемых ГПС изделий различных наименований (для выпуска изделий только одного наименования n = 1, а =0).
- время переналадки ГПС при переходе от выпуска i-ro наименования к j-му; (1 - 1 / n) - весовой коэффициент, учитывающий объем номенклатуры выпускаемых ГПС изделий различных наименований (для выпуска изделий только одного наименования n = 1, а =0).
Для оценки среднего значения коэффициента гибкости ГПС  , рассчитанного на выпуск ЭУ п различных наименований, следует в уравнение для определения подставить вместо и их средние значения:
, рассчитанного на выпуск ЭУ п различных наименований, следует в уравнение для определения подставить вместо и их средние значения:
 ;
; 
тогда
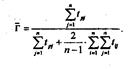
Этот коэффициент может быть применен для простейшей оценки гибкости проектируемых ГПС и находящихся в эксплуатации, так как характеризует способность ГПС к самообеспечению готовности выпускать изделия другого наименования. Чем больше этот показатель, тем выше способность ГПС к переналаживанию. Расчет усредненного коэффициента гибкости позволяет установить уровни гибкости ГПС (например, к высшему уровню гибкости следует отнести ГПС, для которых = 0,8- 0,9, к среднему - ГПС с =0,6 -0,8).
Использование коэффициента гибкости в качестве основного параметра ГПС при моделировании (математическом или имитационном) дает возможность определить оптимальную последовательность запуска исходных для изготовления ЭУ конструктивов, деталей и т.п. в производство, а также сравнение и выбор нужной ПГС для производства перспективных ЭВС.
В заключение важно отметить, что гибкая автоматизация постепенно стирает границы между единичным и крупносерийным производством ЭУ, поскольку является самым удачным для ТПМ компромиссным решением, обеспечивающим сочетание универсальности с повышением производительности технологического оборудования. Современное представление о гибкости, кроме того, обязательно должно быть связано с наличием избыточных производственных мощностей и дополнительных капиталовложений, что в реальной действительности всегда экономически оправдывается за счет высокого качества и надежности выпускаемых ЭУ, а тем самым и их конкурентоспособности в условиях рыночной экономики.
Пример решения задания 7:
Дата добавления: 2015-08-17; просмотров: 156 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Пайка оплавлением дозированного припой в парогазовой среде | | | Задание 7. |