|
Читайте также: |
Лазерная пайка не относится к групповым методом пайки, поскольку монтаж ведется по каждому отдельному выводу, либо по рядам выводов. Однако бесконтактность приложения тепловой энергии позволяет повысить скорость монтажа до 10 соединений в секунду и приблизиться по производительности к пайке в паровой фазе и ИК-излучением.
По сравнению с другими методами лазерная пайка обладает рядом существенных преимуществ. Во время пайки печатная плата и корпуса элементов практически не нагревается, что позволяет монтировать элементы, чувствительные к тепловым воздействиям. В связи с низкой температурой пайки и ограниченной областью приложения между выводом и корпусом. Выбор материала основания не является критичным. Кратковременные действия тепла 20-30с, резко снижают толщину слоя интермиталлидов, при этом припой имеет мелкозернистую структуру. Все это пайки могут быть полностью автоматизированы. В этом случае для составления программы пайки могут быть полностью автоматизированы. В этом случае для составления программы пайки можно использовать данные САПР для печатных плат.
Возможна пайка плат с высокой плотностью компоновки ПМ ИЭТ, с размерами контактных площадок до 25 мкм, без образования перемычек на соседние или их повреждения.
При использовании хорошо просушенной паяльной пасты выполненные с помощью лазерной пайки паяные соединения не образуют шариков припоя или перемычек, в результате чего отпадает необходимость применять паяльные маски.
При использовании лазерной пайки нет необходимости в предварительном подогреве многослойной печатной платы, что обычно необходимо делать при пайке в паровой фазе предотвращения расслоения платы. Не требуется также создавать какую-либо специальную газовую среду. Процесс пайки ведется в нормальной атмосфере без применения инертных газов или каких-либо других химических реагентов.
При пайке не выделяются вредные химические компоненты.
Для приклеивания МП ИЭТ не требуется использовать специальные высокотемпературные клеящие композиции, можно применять обычные клеи.
Лазерная пайка не является альтернативным методом по отношению к групповым методам пайки. Её преимущества проявляются при создании особо надежных паяных соединений в блоках с повышенной плотностью компоновки.
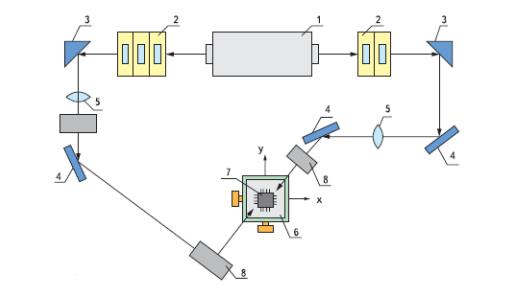
Рис.7. Схема типовой установки для лазерной пайки
Типовая установка для лазерной пайки включает лазер (1), затвор (2), призматическое зеркало (3), плоское зеркало (4), фокусирующую оптическую систему (5), двухкоординатный стол (6) с установленной на нём монтируемой платой (7). Элементы оптической системы 2-6 аналогичны для каждого луча лазера. Управление работой установки осуществляется от микроЭВМ.
Дата добавления: 2015-08-17; просмотров: 159 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Пайка оплавлением дозированного припоя инфракрасным нагревом | | | Выбор припоя |