Читайте также:
|
Реакции крекинга углеводородов всех классов, которые встречаются в исходном сырье, могут быть представлены следующей схемой:
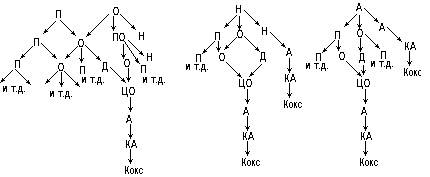
где П – парафиновые углеводороды; О – олефины; Н – нафтеновые углеводороды; А – ароматические углеводороды; ПО – полимеризованные олефины; ЦО – циклические олефины; Д – диены; КА – конденсированные ароматические углеводороды
Схема показывает, что коксообразование является вторичной реакцией – результатом крекинга ароматических углеводородов, образующихся на различных стадиях процесса.
Крекинг сложных углеводородов может затрагивать какую-либо часть молекулы, независимо от других ее частей.
Обычно одним из лучших критериев интенсивности побочных реакций является отношение выходов бензина и кокса. Высокое отношение указывает на преобладание желательных реакций. Низкое отношение выходов бензина и кокса указывает на интенсивное протекание нежелательных побочных реакций. К желательным реакциям относятся изомеризация, гидрирование, циклизация и ароматизация (неглубокая) олефинов; эти реакции ведут к высокому выходу парафиновых углеводородов изостроения и ароматических углеводородов, выкипающих в пределах температур кипения бензина, и высокому отношению изо- и нормальных парафиновых углеводородов. Нежелательные реакции (крекинг, дегидрогенизация и полимеризация олефинов, алкилирование и конденсация ароматических углеводородов) приводят к высоким выходам водорода и кокса, низкому выходу олефинов и к получению сравнительно тяжелых газойлей, при этом выход бензина и его октановое число снижаются.
По стадиям процесс каталитического крекинга можно представить следующим образом:
1. поступление сырья на поверхность катализатора(внешняя диффузия);
2. диффузия(внутренняя) молекул сырья в поры катализатора;
3. хемосорбция молекул сырья на активных центрах катализатора;
4. химическая реакция на катализаторе;
5. десорбция продуктов крекинга и непрореагировавшего сырья с поверхности и диффузия из пор катализатора;
6. удаление продуктов крекинга и неразложившегося сырья из зоны реакции.
Характер протекающих реакций определяет химический состав получаемых продуктов: бензин содержит много изопарафиновых и ароматических углеводородов; отсюда его высокое октановое число. Газ получается «тяжелый», с высоким содержанием изобутана и олефинов С3-С4 и весьма низким содержанием метана и этана; газойлевые фракции богаты полициклическими ароматическими углеводородами.
Учет химических превращений, происходящих при каталитическом крекинге, сложен и требует знания углеводородного состава исходных и конечных продуктов.
Лимитирующей стадией каталитического крекинга является химическая реакция на поверхности – в кинетической области протекания реакции. В случае применения цеолитсодержащих катализаторов, имеющих разветвленную пористую структуру, скорость процесса может лимитироваться диффузией реагирующих молекул в порах катализатора(внутри диффузионная область). Каталитический крекинг углеводородов является необратимой реакцией первого порядка.
В процессе каталитического крекинга образуются высокомолекулярные соединения, которые отлагаются на поверхности катализатора, приводя к его дезактивации. Кокс на катализаторе крекинга состоит из агломератов с псевдографитовой структурой и многоядерных, ароматических углеводородов. Повышение глубины конверсии сырья, температуры реакции и длительности контакта катализатора с сырьем способствует увеличению соотношения углерод:водород в коксе.
Катализаторы каталитического крекинга.
Реакции каталитического крекинга протекают на поверхности катализатора. Направление реакций зависит от свойств последнего, качества сырья и условий процесса. В результате крекинга на поверхности катализатора отлагается кокс, поэтому важной особенностью каталитического крекинга является необходимость непрерывной регенерации катализатора (выжигание кокса).
Для крекинга применяются алюмосиликатные катализаторы. Это искусственно полученные твердые высокопористые вещества с сильно развитой внутренней поверхностью.
В настоящее время наибольшее развитие получили системы каталитического крекинга «флюид»(ККФ), то есть с «кипящим» слоем катализатора, использующие микросферический целиотсодержащий катализатор.
Современные катализаторы крекинга содержат в своем составе 3-20% мас. цеолита, равномерно распределенного в матрице. Преобладающей формой цеолитсодержащего катализатора являются микросфероиды со средним диаметром частиц около 60 мкм для установок ККФ и шарики диаметром 3-4 мм – для установок с движущимся слоем.
Цеолиты, используемые в составе катализаторов, должны иметь высокую активность и селективность в крекинге нефтяных фракций, стабильность при высокотемпературных воздействиях в среде воздуха и водяного пара, необходимые размеры входных окон в полости структуры. Таким требованиям в наибольшей степени соответствуют цеолиты типа Х и Y в редкоземельной обменной форме или в ультрастабильной форме, и поэтому они находят преимущественное применение при синтезе катализаторов крекинга. Цеолиты представляют собой алюмосиликаты с трехмерной кристаллической структурой следующей общей формулы: Me2/nO·Al2O3·xSiO2·yH2O, где n – валентность катиона Me; x – мольное отношение SiO2/Al2O3 ; y – число молей воды.
В настоящее время известно 34 природных и около 100 разновидностей синтетических цеолитов, однако практическое применение имеют пока несколько типов.
Основой структуры всех цеолитов является тетраэдр, состоящий из четырех анионов кислорода O2-, которые окружают значительно меньший по размерам ион Si4+ или Al3+. Тетраэдры с ионами кремния электрически нейтральны, а тетраэдры с ионами алюминия имеют заряд –1, который в цеолитах нейтрализуется положительным зарядом катиона, например Na+.
Современные катализаторы крекинга характеризуются низким содержанием остаточного натрия (Na2O) – 0,2-0,5%, высокой насыпной плотностью – 800-1000 кг/м3, прочностью на истирание(индекс прочности по Девисону составляет 2-8%) и однородным гранулометрическим составом.
Зарубежные фирмы располагают широким ассортиментом промышленных катализаторов, различающихся по целевому назначению, уровню активности и селективности. Ведущими фирмами-производителями катализаторов являются: Грейс-Дэвисон, Энгельгард, Акзо-Нобель (таблица на стр. №7). Значительными производителями катализаторов являются в настоящее время Китай и Япония.
Среди отечественных катализаторов крекинга наибольшее распространение распространение получили системы КМЦР, Микроцеокар-8, Микроцеакар-5. содержание Al2O3 в современных катализаторах составляет 30-45%. Это обусловлено тем, что высококремнеземная матрица повышает термопаровую стабильность и в определенной степени – устойчивость к отравлению тяжелыми металлами.
Одной из определяющих эксплуатационных характеристик катализаторов крекинга является их регенерируемость. Цеолитсодержащие катализаторы имеют несколько лучшие регенерационные характеристики, чем аморфные алюмосиликаты. Применение в цеолитсодержащих катализаторах редкоземельного цеолита улучшает регенерацию вследствие катализирующего действия ионов редкоземельных элементов на горение кокса.
Цеолитсодержащие катализаторы крекинга отличаются существенно более высокой активностью, чем
Дата добавления: 2015-08-02; просмотров: 217 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| К А Т А Л И Т И Ч Е С К И Й К Р Е К И Н Г | | | Характеристика некоторых зарубежных катализаторов крекинга нефтяных фракций |