Читайте также:
|
Перед началом разработки технологического процесса необходимо представить технологический чертёж. Он представляет собой изображение детали без размеров с присвоением каждой обрабатываемой поверхности порядкового номера. Нумеруется каждая поверхность, какой бы она не была.
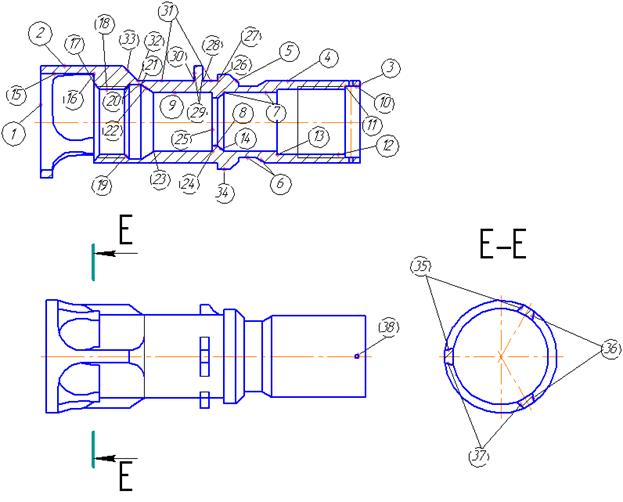
Рис.3 Технологический чертеж детали «Клапан»
Технологический чертеж детали представлен в графической части проекта (см. СамГТУ 150900.062.001.002).
3. Разработка структуры вариантов технологического процесса.
При разработке структуры технологических процессов, необходимо знать по какому принципу, и по какой форме организации будет строиться данный ТП.
Существует три принципа построения ТО (технологическая операция) и ТП:
- принцип дифференциации – означает расчленение ТО и ТП по последовательным переходам. ТО содержит лишь один переход. Такой ТП имеет преимущества реализации (в единичном, мелкосерийном производстве), более простой автоматизации в крупносерийном и массовом производстве. Ее недостаток – низкая производительность;
- принцип концентрации – заключается в выполнении группы переходов одновременно. Осуществить этот принцип можно применением одновременно нескольких режущих инструментов в одной или нескольких позициях при обработке одной или нескольких заготовок. Такой принцип легко можно реализовать на полуавтоматических и автоматических станках в массовом и крупносерийном производствах. При соответствующем технологическом оснащении принцип концентрации реализуется и на универсальных станках и на станках с ЧПУ в единичном, мелкосерийном и среднесерийном производствах. Главное преимущество принципа концентрации – возможность резкого повышения производительности, а в ряде случаев – повышения точности;
- принцип интеграции – означает применение последовательно большого количества переходов в одной операции, что невозможно осуществить на универсальных станках. Используется на станках с ЧПУ. Характерен резким сокращением вспомогательного времени на управление станком, установку и смену инструмента, контроль заготовки во время операции. Этот принцип является фактически дальнейшим развитием принципа дифференциации ТО.
Позволяет повысить производительность, точность и резко сократить число ТО в единичном, мелкосерийном и серийном производствах.
По форме организации ТП, определяемой числом охватываемых предметов производства или их конструктивных элементов, различают единичные, типовые, групповые и модульные ТП:
- единичный ТП – разрабатывают только на уровне предприятия и применяют для изготовления или ремонта одного конкретного предмета производства;
- групповой ТП – разрабатывается с целью экономически целесообразного применения методов и средств крупносерийного и массового производства в условиях единичного, мелкосерийного и серийного производства;
-типовой ТП – характерен единством содержания и последовательности большинства ТО для группы изделий, обладающих общими конструктивными признаками;
- модульный ТП – основан на новом виде технологии – модульной технологии, строится на представлении детали совокупностью модулей поверхности (МП) и построении ТП детали из модулей технологических процессов изготовления (МТИ), являющихся законченными частями процесса по изготовлению МП.
Отыскание оптимальной структуры ТО и ТП является главной задачей, которую решает технолог машиностроительного производства. Эта задача состоит из двух частей. На первом этапе идет поиск вариантов технологических методов, обеспечивающих заданную точность и качество поверхностного слоя отдельных поверхностей. На втором этапе находят оптимальное сочетание этих методов, сформированных в ТО. Наиболее универсальным и объективным критерием при этом является наименьшая себестоимость обработки детали.
В данном случае, если рассматривать базовый ТП, то его структура и ТО построены по принципу дифференциации, т.к. почти на каждой операции осуществляется один переход. Форма организации ТП – единичная, т.к. деталь изготавливается на уровне предприятия (ОАО «Авиаагрегат»).
Структура базового технологического процесса представлена в графической части проекта (см. СамГТУ 151900.062.001.004 и СамГТУ 151900.062.001.005).
Прогрессивный ТП построен по принципу интеграции, т.к. применяется большое количество переходов в одной операции, а форма организации – единичная. Структура прогрессивного технологического процесса представлена в графической части проекта (см. СамГТУ 151900.062.001.006).
Дата добавления: 2015-07-25; просмотров: 102 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Анализ действующего технологического процесса (ТП). Предложения по его усовершенствованию. Анализ чертежа детали. | | | Выбор оборудования, режущих инструментов, режимов резания и расчет технических норм времени для прогрессивного ТП |