|
Читайте также: |
Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование производственных площадей, механизации и автоматизации ручного труда, электроэнергии и в итоге себестоимость изделия.
Проанализировав деталь – «КЛАПАН», можно сделать вывод, что основная часть обработки данной детали ведется за три установа: 1-ый- операция 020, 2-ой – операция 050, 3-ий – операция 060, не считая отрезки и вспомогательных операций (термообработка, слесарная, контрольная, гальваническая). Токарный станок с ЧПУ, на котором возможно сверление и фрезерование, полностью удовлетворит потребности в оборудовании для реализации разработанного технологического процесса.
Выбираем токарный станок с ЧПУ Gildemeister CTX 400 Serie 2. На данном станке имеется револьверная инструментальная головка, содержащая 12 позиций, из которых 6 - приводной инструмент.

Рис.4 Токарный станок с ЧПУ Gildemeister CTX 400 Serie 2
Производитель GILDEMEISTER
Масса станка 4900 kg
Модель CTX 400 Serie 2
Наибольший диаметр обрабатываемой заготовки 420 mm
Кол-во посадочных мест в револьверной головки 12
Кол-во приводных инструментов 6
Мощность приводного двигателя шпинделя (100% нагрузки) 22 kW
Частота вращения инструмента 4500 ob/min
Диаметр прутка 52 mm
Скорость подачи 4000 mm/min
Частота вращения шпинделя 25-5000 ob/min
Габаритные размеры, mm 3800х1750х1750
При разработке технологического процесса механической обработки заготовки выбор режущего инструмента, его вида, конструкции и размеров в значительной мере предопределяется методами обработки, свойствами обрабатываемого материала, требуемой точностью обработки и качеством обрабатываемой поверхности заготовки.
При выборе режущего инструмента необходимо стремиться принимать стандартный инструмент, но, когда целесообразно, следует применять специальный, комбинированный, фасонный инструмент, позволяющий совмещать обработку нескольких поверхностей.
Правильный выбор режущей части инструмента имеет большое значение для повышения производительности и снижения себестоимости обработки. Выбор материала для режущего инструмента зависит от формы и размеров инструмента, материала обрабатываемой заготовки, режимов резания и типа производства.
Режущий инструмент выбираем по соответствующим стандартам и справочной литературе в зависимости от методов обработки детали.
Для выбора режущего инструмента и оснастки были проанализированы каталоги фирм крупнейших мировых производителей инструментов: WALTER, SANDVIK, ISKAR, SECO, MITSUBISHI, KORLOY, HANITA, CERATIZI, KENNAMETAL и отечественные инструменты по ГОСТ.
Основным источником выбора стал каталог «SANDVIK Coromant» (фирмы, признанной мировым лидером в производстве и поставке высокопроизводительного металлорежущего инструмента).
Результатывыбора режущего инструмента и оснастки:
Операция 020 (установ 1, поз 1):
1. Для наружного чернового точения на первом инструментальном переходе (ИП1) были выбраны:
Короткая державка системы крепления QS для мелкоразмерной обработки: QS-SCLCR1616E09 (рис.5)


Рис. 5. Державка QS-SCLCR1616E09
Пластина: ССMT 09 T3 08 – PF; материал GС 4215 (рис.6 )

Рис. 6. Пластина CCMT 09 T3 08-PF
В качестве державки была выбрана 6.3020 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис.7).

Рис. 7. Державка 6.3020 EWS
2. Для наружного чистового точения на втором инструментальном переходе (ИП2) были выбраны:
Державка для мелкоразмерной обработки: SDJCR/L 1616K 07-S (рис.8)


Рис. 8. Державка SDJCR/L 1616K07-S
Пластина: DСMT 07 02 04 – PF; материал GС 4215 ( рис.9)

Рис. 9. Пластина DCMT 07 02 04-PF
В качестве державки была выбрана 12.3020 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 10).

Рис. 10. Державка 12.3020 EWS
3. Для сверления отверстия Ø 9 на ИП3 были выбраны:
Сверло цельное твердосплавное с цилиндрическим хвостовиком: R840-0900-30-W1A, материал – GC 1220 (рис. 11)


Рис. 11. Цельное твердосплавное сверло R840-0900-30-W1A
В качестве державки для сверла была выбрана 27.V310WNL65 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 12).

Рис. 12. Державка 27.V310WNL65 EWS
4. Для сверления отверстия Ø 7 на ИП4 были выбраны:
Сверло цельное твердосплавное с цилиндрическим хвостовиком: R840-0700-30-W1A, материал – GC 1220 (рис. 13)
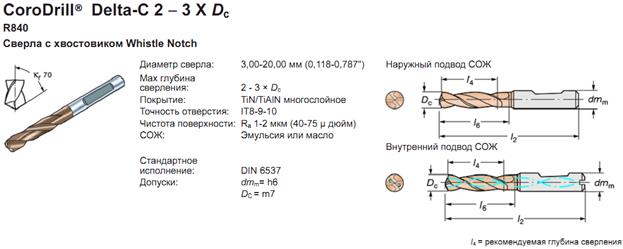


Рис. 13. Цельное твердосплавное сверло R840-0700-30-W1A
В качестве державки для сверла была выбрана 27.V308WNL26DINKB EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 14)

Рис. 14. Державка 27.V308WNL26DINKB EWS
5. Для обработки внутренних поверхностей на ИП5 были выбраны:
Расточной резец (вставка) для мелкоразмерной обработки: CXS-06T098-20-6235R/L, материал – GC 1025 (рис. 15)

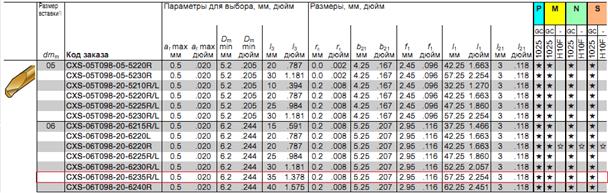
Рис. 15. Вставка CXS-06T098-20-6235R/L
В качестве державки для расточного резца (вставки) была выбрана 19.3006UK EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 16)

Рис. 16. Державка 19.3006UK EWS
6. Для внутреннего нарезания резьбы на ИП6 были выбраны:
Расточная оправка с цилиндрическим хвостовиком: MB-A16-16-07R (рис. 17)


Рис. 17. Расточная оправка MB-A16-16-07R
Пластина: MB-07TH100MM-10R, материал – GC1025 (рис. 18)


Рис. 18. Пластина MB-07TH100MM-10R
В качестве державки для расточной оправки была выбрана 19.3016RX10 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 19)

Рис. 19. Державка 19.3016RX10 EWS
7. Для сверления отверстия Ø 0.6 (1ое отв.) на ИП7 были выбраны:
Сверло цельное твердосплавное с цилиндрическим хвостовиком: SD26-0.06-3.60-3R1 (рис. 20)


Рис. 20. Цельное твердосплавное сверло SD26-0.06-3.60-3R1
В качестве державки была выбрана 60.30205482RI1 EWS, которая обеспечивает необходимую частоту вращения и нужную точность крепления инструмента (рис. 21)

Рис. 21. Приводная державка 60.30205482RI1 EWS
Для крепления сверла выбираем цангу 393.14-25 030, соответствующую стандарту DIN 6499-B (рис.22)
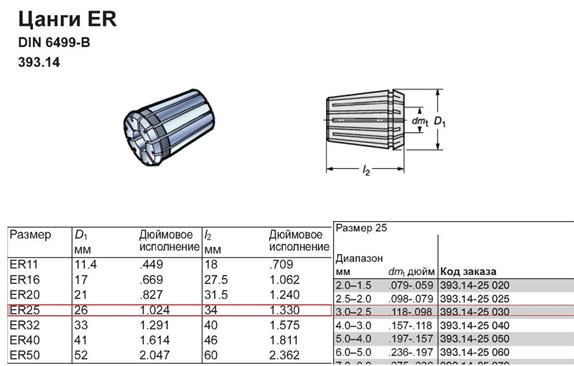
Рис. 22. Цанга 393.14-25 030 DIN 6499-B
Операция 020 (установ 1, поз 2):
1. Для сверления отверстия Ø 0.6 (2ое отв.) на ИП7 были выбраны:
Сверло цельное твердосплавное с цилиндрическим хвостовиком: SD26-0.06-3.60-3R1 (рис. 20) – такое же как и в поз 1.
В качестве приводной державки была выбрана 60.30205482RI1 EWS (рис. 21) - такая же как и в поз 1.
Для крепления сверла выбираем цангу 393.14-25 030 – такая же как и в
поз 1.
Операция 050 (установ 1, поз 1):
1. Для наружного чернового точения на первом инструментальном переходе (ИП1) были выбраны:
Короткая державка системы крепления QS для мелкоразмерной обработки: QS-SCLCR1616E09 (рис.5) – такая же как и в операции 020 на ИП1.
Пластина: ССMT 09 T3 08 – PF; материал GС 4215 ( рис.6 ) – такая же как ив операции 020 на ИП1.
В качестве державки была выбрана 6.3020 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 7)- такая же как и в операции 020 на ИП1.
2. Для наружного чистового точения на втором инструментальном переходе (ИП2) были выбраны:
Державка для мелкоразмерной обработки: SDJCR/L 1616K 07-S (рис.8) – такая же как и в операции 020 на ИП2.
Пластина: DСMT 07 02 04 – PF; материал GС 4215 ( рис.9) – такая же как и в операции 020 на ИП2.
В качестве державки была выбрана 12.3020 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 10) – такая же как и в операции 020 на ИП2.
3. Для сверления отверстия Ø 9 на ИП3 были выбраны:
Сверло цельное твердосплавное с цилиндрическим хвостовиком: R840-0900-30-W1A, материал – GC 1220 (рис. 11) – такое же как и в операции 020 на ИП3.
В качестве державки для сверла была выбрана 27.V310WNL65 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 12) – такое же как и в операции 020 на ИП3.
4. Для обработки внутреннего контура на ИП8 были выбраны:
Расточная оправка с цилиндрическим хвостовиком: MB-A16-16-07R (рис. 17) - такая же как и в операции 020 на ИП6.
Пластина: MB-07TЕ193-02-10R, материал – GC1025 (рис. 23)


Рис. 23. Пластина MB-07TЕ193-02-10R
В качестве державки для расточной оправки была выбрана 19.3016RX10 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 19) - такая же как и в операции 020 на ИП6.
5. Для внутреннего нарезания резьбы на ИП9 были выбраны:
Метчик со спиральной подточкой T200-XM100DB-M12X100 (рис. 24)

Рис. 24. Метчик со спиральной подточкой T200-XM100DB-M12X100
В качестве державки для метчика была выбрана 31.3015 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 25)

Рис.25. Державка 31.3015 EWS
Для крепления метчика выбираем цангу 393.14-20 D090X071, соответствующую стандарту DIN 6499-B (рис. 26)

Рис. 26. Цанга 393.14-20 D090X071 DIN 6499-B
6. Для наружного чистового точения канавки на ИП10 были выбраны:
Державка с креплением пластин винтом: RF123Е08-1616B (рис. 27) 
Рис. 27. Державка RF123Е08-1616B
Пластина: N123Е2-0200-0002-GF; материал: GC 1125 (рис. 28)

Рис. 28. Пластина N123Е2-0200-0002-GF
В качестве державки была выбрана 12.3020 EWS, которая обеспечивает нужную точность и позиционирование инструмента в револьверной головке (рис. 10) - такая же как и в операции 020 на ИП2.
7. Для фрезерования на ИП11 были приняты:
Фреза со сферическим концом R216.44-06030-AK13N, материал: GC1125 ( рис. 29)

Рис. 29. Фреза со сферическим концом R216.44-06030-AK13N
В качестве державки была выбрана 60.30205482RI1 EWS, которая обеспечивает необходимую частоту вращения и нужную точность крепления инструмента (рис. 21) - такая же как и в операции 020 на ИП7.
Для крепления фрезы выбираем цангу 393.14-25 080, соответствующую стандарту DIN 6499-B (рис.30)

Рис. 30. Цанга 393.14-25 080 DIN 6499-B
Дата добавления: 2015-07-25; просмотров: 190 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Разработка технологического чертежа. | | | Судебная коллегия по рассмотрению споров, возникающих из административных правоотношений |