Читайте также:
|
Во время производственной практики студент получает комплекты конструкторской и технологической документации, регламентирующего процесса изготовления детали.
В данном случае на практике, которая проводилась на ОАО «Авиаагрегат» был получен полный данный комплект документации на деталь «Клапан». Чертеж детали и заготовки представлен в графической части проекта (см. СамГТУ 151900.062.001.001. и СамГТУ 151900.062.001.003).
При анализе выявляются положительные и отрицательные стороны технологического процесса с точки зрения производительности, надежности, качества получаемой продукции, величины производственных затрат.
Этот технологический процесс принимают в качестве базового, намечают пути его совершенствования и предлагают технические решения, которые впоследствии используют при проектировании нового (прогрессивного) варианта технологического процесса.
Для данного случая:
Положительные стороны:
- при изготовлении детали на некоторых операциях применяются станки с ЧПУ (SKT 160 LMA, HERMLE), таким образом, повышается производительность и качество отдельных поверхностей детали во время обработки на этом оборудовании;
- в данном ТП почти после каждой основной операции присутствуют контрольные операции, что способствует надежности и проверке качества получаемых поверхностей детали во время обработки.
Отрицательные стороны:
- при изготовлении детали основная часть оборудования – универсальные станки (1К62, НС-12А). Это способствует снижению производительности и качества поверхностей, а именно увеличению основного времени на операцию, а также увеличению времени на контроль после основных операций, каждая переустановка детали сказывается на качестве поверхностей;
- некоторые операции выполнены не целесообразно, например, операция 090,100 и 105, а также операция 160, которая, по-моему, мнению должна быть после 170 и 190. Все это также влияет на качество детали;
- основное техническое требование (биение 0,02 мм) поверхности А относительно поверхности Д не выполняется, т.к. обработка данных поверхностей ведется ни с одного установа, ни с установа на обработанную поверхность Д или А;
- при сверлении отверстия Ø0,6 мм (операция 190) используется спиральное сверло из быстрорежущей стали, это способствует увеличению вероятности поломки самого инструмента, т.к. он не надежен.
Для усовершенствования базового технологического процесса необходимо внедрить новое оборудование, новые инструменты, а также предусмотреть всевозможные пути обработки на новом оборудование, при этом добиться снижения времени изготовления детали, повысить качество, обеспечить все технические требования и снизить себестоимость изготовления.
Прогрессивный технологический процесс включает в себя:
-токарный станок с ЧПУ (Gildemeister CTX 400 Serie 2) на котором будет вестись обработка всей детали;
- использование новых режущих инструментов (применяемых на данном станке), которые повлияют на качество и условия обработки;
- снижение количество операций, что повлияет на производительность и на себестоимость;
- снижение количество установов, что повлияет на соблюдение всех технических требований и на точность детали.
Объектом проектирования является деталь рис.1 - «КЛАПАН»
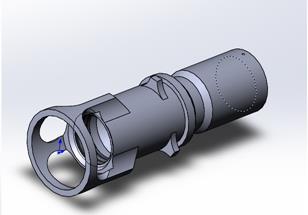

Рис.1 Модель детали - «КЛАПАН»
Данная деталь применяется для..........................................................
Анализ рабочего чертежа показывает, что он содержит достаточное количество проекций, разрезов и сечений, для понимания конструктивных параметров детали. Точность изготавливаемых поверхностей соответствует назначенной шероховатости.
В качестве материала используется сталь Сталь конструкционная легированная 12ХН3А ГОСТ 4543-71. Деталь термически обработана, но не вся, а только поверхность Д. (cм. 151900.062.001.001).
В качестве заготовки принимаем круглый горячекатаный стальной прокат (Рис. 2).
Рис.2 Заготовка для детали - «КЛАПАН»
Заготовка выбрана в соответствии с типом производства - мелкосерийно.
Далее представлена таблица с результатами анализа состояния поверхностей детали, которые требуют последующую механическую обработку (таблица 1).
Таблица 1
Результаты анализа рабочего чертежа
| № пов. | Вид пов-ти | Размер пов-ти, мм | Допуск на р-р, мкм | Шерохов. Rа, мкм | Квалитет |
| плоская | 6,3 | IT14 | |||
| цил. нр. | Æ19 | 1,6 | f7 | ||
| плоская | 6,3 | IT14 | |||
| цил. нр. | Æ13,8 | 6,3 | IT14 | ||
| конус. нр. | Æ16х45° | 0,8 | IT14 | ||
| фасоннфя | Æ12 | 6,3 | IT14 | ||
| цил. вн. | Æ10 | 6,3 | IT14 | ||
| цил. вн. | Æ8 | 6,3 | IT14 | ||
| цил. вн. | Æ10 | 1,6 | H9 | ||
| цил. вн. | Æ12 | 6,3 | IT14 | ||
| фасонная | R0,2 | 6,3 | IT14 | ||
| цил. вн. | Æ11 | 6,3 | IT14 | ||
| фасонная | R0,2 | 6,3 | IT14 | ||
| конус. вн. | Æ8х45° | 6,3 | IT14 | ||
| цил. вн. | Æ16,2 | 6,3 | IT14 | ||
| фасонная | R0,2 | 6,3 | IT14 | ||
| конус. вн. | Æ11х45° | 6,3 | IT14 | ||
| цил. вн. | Æ11 | 6,3 | IT14 | ||
| конус. вн. | Æ11х45° | 6,3 | IT14 | ||
| цил. вн | Æ12,5 | 6,3 | IT14 | ||
| фасонная | R0,2 | 6,3 | IT14 | ||
| конус. вн. | Æ12,5х30° | 1,6 | IT14 | ||
| фасонная | R0,5 | 6,3 | IT14 | ||
| фасонная | R0,2 | 6,3 | IT14 | ||
| плоская | 6,3 | IT14 | |||
| плоская | 6,3 | IT14 | |||
| 27,28 | фасонная | R0,2 | 6,3 | IT14 | |
| плоская | 6,3 | IT14 | |||
| 30,32 | фасонная | R0,2 | 6,3 | IT14 | |
| цил. нр. | Æ14 | 6,3 | IT14 | ||
| цил. вн. | Æ38 | 6,3 | IT14 | ||
| конус. нр. | Æ14х45° | 6,3 | IT14 | ||
| цил. нр. | Æ16 | 6,3 | IT14 | ||
| 35, 36, 37 | фасонная | Æ14 | 6,3 | IT14 | |
| цил. вн. | Æ0,6 | 6,3 | IT14 |
Остальные технические требования представлены на рабочем чертеже
(см. СамГТУ 151900.062.001.001).
Дата добавления: 2015-07-25; просмотров: 153 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Введение | | | Разработка технологического чертежа. |