|
Читайте также: |
Исходными данными для разработки маршрутного ТП являются сборочный чертеж ФУ, схема сборки с базовой деталью, типовой ТП, объем выпуска N, шт/год, коэффициент закрепления операций. Маршрутный ТП корректируется после разработки операционного ТП.
Таблица 4.1. Основные операции ТП сборки и монтажа
| № п/п | Наименование и содержание операции | Оборудование, производительность |
| Слесарно-сборочная: установка и стопорение лепестков | Стол монтажника | |
| Сушка эмали стопорения лепестков | Сушильный шкаф | |
| Монтажная: установка и пайка проводов-перемычек | Стол монтажника | |
| Монтажная: установка и приклейка диэлектрических прокладок | Стол монтажника | |
| Сушка и полимеризация клея | Сушильный шкаф | |
| Монтажная: установка, приклейка и диагональная подпайка выводов ИМС | Устройство программированной сборки со световой индикацией, 500…600 элементов/ч | |
| Монтажная: установка и приклейка ЭРЭ | То же | |
| Сушка и полимеризация клея | Сушильный шкаф | |
| Монтажная: пайка выводов ИМС | Полуавтомат ПНП-5, 800…1000 шт./ч | |
| Монтажная: пайка выводов ЭРЭ | Квант 50-01, 250…300 шт./ч | |
| Контрольная: визуальный контроль контактных соединений | Стол монтажника | |
| Промывка модулей | Линия промывки, 150 плат/ч | |
| Контрольная: диагностический контроль и разбраковка | Аппаратура контроля логических узлов, цикл- 2мин | |
| Лакирование модулей | Установка лакирования, 60…120 плат/ч | |
| Сушка модулей | Установка сушки, 50…60 плат/ч |
На сборочном чертеже обычно указываются обозначения вариантов установки ЭРЭ и ИМС на ПП в соответствии с отраслевым стандартом ОСТ –4ГО.010. 030, или в соответствии с межгосударственным стандартом ГОСТ 29137-91 «Формовка выводов и установка изделий электронной техники на печатные платы». В приложении 1 показаны эти варианты. В приложении 2 дан примерный перечень инструментов и приспособлений, применяемых при сборке электронных приборов. Характеристики оборудования и оснастки для сборки и монтажа приведены в приложении 3. Подготовительная и сборочная операции должны сопровождаться картой эскизов, на которой даются рисунки, иллюстрирующие формовку и обрезку выводов ЭРЭ (рис. 4-1) и установку ЭРЭ на ПП (рис. 4-2).
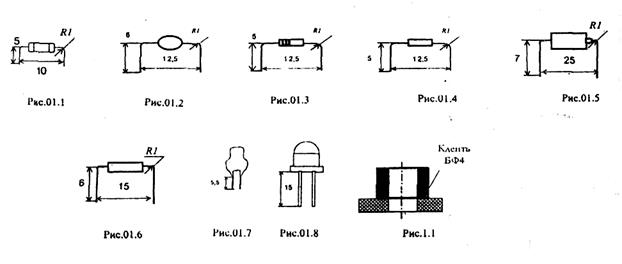 Рис.4-1. Пример оформления эскизов для подготовительной операции
Рис.4-1. Пример оформления эскизов для подготовительной операции
При заданном объеме выпуска N, шт./год, при известнойпроизводительности оборудования n.шт./ч. и годовом фонде времени его работы Фоб, ч, можно определить расчетное количество оборудования для каждой операции
Красч = N / n* Фоб.
Маршрутный ТП сборки и монтажа ФУ на ПП может быть оформлен на картах (формы 3 и 3а,). Пример оформления технологических карт дан в приложении 4.

Рис.4-2 Пример оформления эскизов для сборочной операции 
Дата добавления: 2015-07-25; просмотров: 121 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Й этап. Разработка схемы сборки | | | Порядок выполнения работы |