|
Читайте также: |
1. Использовать материалы, полученные в результате выполнения первой части работы:
а) сборочный чертеж функционального узла;
б) спецификацию;
в) объем выпуска изделия N ШТ/ГОД.
2.Занести исходные данные в отчетную тетрадь и определить количество ЭРЭ и ИМС на ПП, Н ЭРЭ и Н ИМС соответственно, общее количество контактных соединений Н М и количество соединений, выполняемых механизированным способом Н АМ, а также количество типоразмеров ЭРЭ Н Т.ЭРЭ. Необходимо определить для одной ПП количество операций сверления отверстий n 1СВ, количество сборочных операций n 1СБ и количество операций пайки n 1 П (в том числе n 1 П.РУЧ - пайки вручную, и n 1 П.А - автоматизированной пайки). Заполнить таблицу Р.1
Таблица Р.1
| НЭРЭ | НИМС | НМ | НАМ | НТ.ЭРЭ | n 1СВ | n 1СБ | n 1 П.РУЧ | n 1 П.А |
Выполнить качественный и количественный анализ технологичности, сделать вывод.
3. Рассчитать средне штучное время Т СР.ШТ с учетом количества операций сверления, сборки и пайки для заданного ФУ и объема выпуска изделия N ШТ/ГОД, используя данные, приведенные ниже в таблице Р.2:
Таблица Р.2
| Операция | tОП, мин | tОБС, мин | tПЕР, мин | tПЗ, мин | n∑ |
| Сверление пакета из 3-х плат | 0,03 | 0,006 | n 1СВ* N/3 | ||
| Сборка | 0,5 | 0,1 | n 1СБ* N | ||
| Пайка ручная | 0,27 | 0,054 | n 1 П.РУЧ* N | ||
| Пайка волной | 0,27 | 0,054 | N |
Условие t ПЕР, мин = 0 означает, что делается подмена на период перерыва на отдых рабочих каждый час согласно санитарным нормам.
Основываясь на объеме выпуска и средне штучном времени Т СР.ШТ на сборочно-монтажном производстве, определить тип производства (см.раздел 1-3 Анализ объема выпуска изделий).
4.Составить схему сборки с базовой деталью для заданного печатного узла. Дать обоснование выбранной последовательности операций.
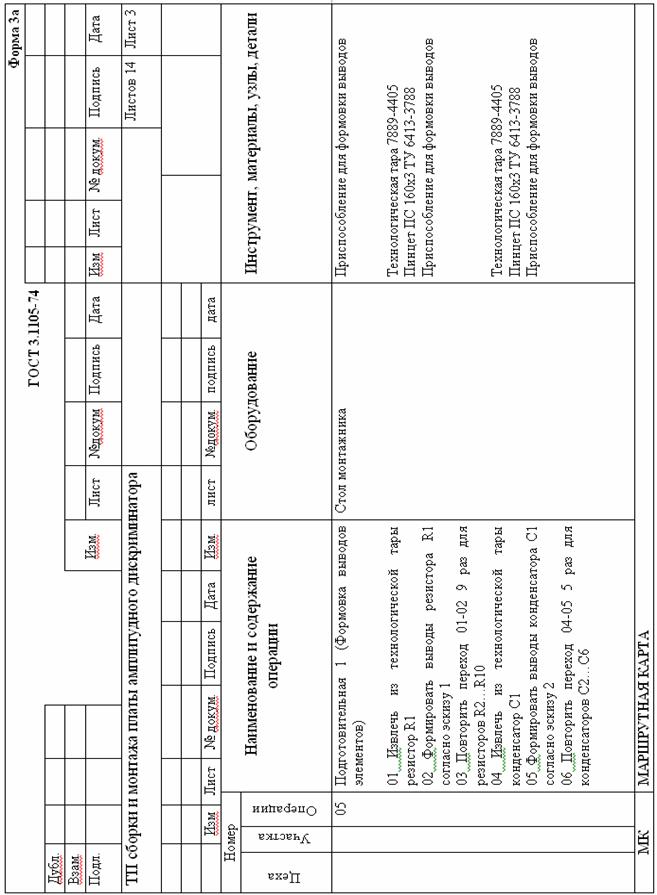
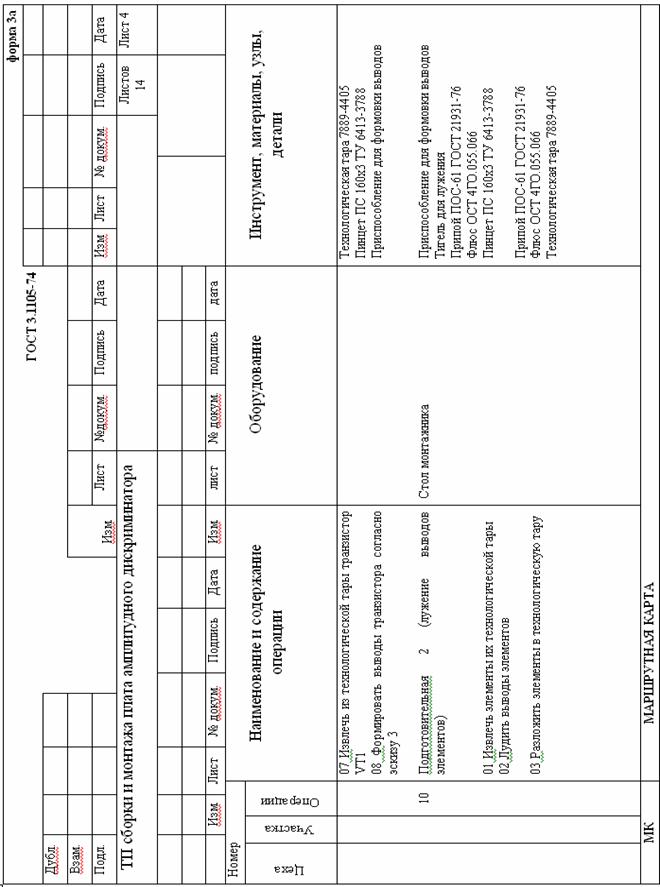
5.Составить ТП сборки и монтажа ФУ в виде, соответствующем технологическим картам (форма 3 и 3а).
Контрольные вопросы
1. Что называется изделием?
2. Какие бывают виды производства?
3. Чем характеризуются различные типы производства?
4. Что является исходными данными для разработки ТП?
5. Что такое типовой ТП?
6. Какое назначение маршрутного и операционного ТП?
7. Особенности установки ЭРЭ на ПП
а) вручную;
б) методом световой индикации;
в) по шаблону;
д) автоматизированным методом.
8. Какими методами получают контактные соединения в печатных ФУ?
 Приложение 1 Варианты установки элементов на печатной плате (ОСТ-4Г0.010.030)
Приложение 1 Варианты установки элементов на печатной плате (ОСТ-4Г0.010.030)
 Окончание
Окончание



Дата добавления: 2015-07-25; просмотров: 128 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Й этап. Составление маршрутного ТП сборки и монтажа | | | Выполнение работы |