Читайте также:
|
Конфигурации отверстий в деталях из пластмасс очень разнообразны, что обусловлено различным их назначением (технологические, для облегчения изделия и придания равностенности, установочные базы для арматуры, для крепления и т. д.).
Расположение отверстий на поверхности деталей, их разновидности (сквозные, глухие, ступенчатые), конфигурация (круглые, овальные, квадратные и т. п.) в значительной степени определяют величину внутренних напряжений в материале детали, усадку и точность размеров самих отверстий и межосевых расстояний.
 При определении размеров и формы отверстий следует руководствоваться также степенью механической прочности формующего элемента оснастки.
При определении размеров и формы отверстий следует руководствоваться также степенью механической прочности формующего элемента оснастки.
Формованием можно оформлять отверстия сложной конфигурации, которые механической обработкой получить либо невозможно, либо очень трудно: Однако нельзя получать отверстия, имеющие поднутрения, препятствующие извлечению формующего элемента.
В деталях из пластмасс следует применять отверстия наиболее простых форм (рис. 2.34). Цилиндрические отверстия наиболее просты в изготовлении, овальные отверстия – наиболее трудоемки.
Сквозные отверстия получать легче, чем глухие, так как знак, предназначенный для изготовления сквозного отверстия, может быть закреплен с двух сторон: знаки, формующие глухие отверстия, испытывают несколько большие нагрузки за счет осевых усилий.
Сквозные отверстия по характеру оформления могут быть односторонние, односторонние с протаскиванием формующей шпильки, двусторонние. Они отличаются точностью обеспечения прямолинейности оси отверстия при разной его глубине.
Наиболее распространены цилиндрические отверстия постоянного диаметра, но могут быть и ступенчатые, состоящие из двух цилиндрических отверстий разного диаметра. Цилиндрическое отверстие может переходить в коническое, а также иметь цилиндрическо-конические уступы (рис. 2.35).

Рис. 2.35. Конфигурация сквозных отверстий
Направление осей отверстий, не совпадающее с направлением формования или съема изделия, нежелательно. Подобные отверстия в большинстве случаев можно получить, но они резко усложняют конструкцию формы и ее обслуживание.
При выборе положения отверстий в детали можно руководствоваться следующими рекомендациями.
Расстояние между соседними отверстиями или отверстием и краем изделия должно быть не менее диаметра отверстия.
При расположении отверстия близко от края изделия желательно, чтобы край изделия соответствовал форме примыкающего к нему отверстия; это способствует соблюдению равностенности, уменьшению возможной деформации отверстия в результате, неравномерной усадки стенок (рис. 2.36).
При расположении отверстия очень близко от края изделия или от соседнего отверстия при усадке изделия возможны растрескивание перемычки или ее деформация.
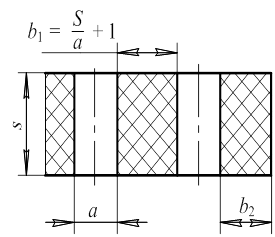
Если при формовании необходимо получить два или большее число смежных отверстий, то минимальное расстояние между ними, обеспечивающее изготовление детали без образования трещин или поломок, должно выполняться в соответствии рисунком 2.37.

| 
|
| Рис. 2.36. Отверстия, расположенные у края изделия | Рис. 2.37. Оформление смежных отверстий |
На деталях с большим количеством мелких отверстий (d = 1,5–2,0 мм) перемычки должны быть максимальных размеров; это гарантирует качественное изготовление детали без сколов, расслоения или растрескивания материала.
Для предотвращения коробления, повышения прочности и точности изготовления деталей из термореактивных пластмасс размеры перемычек между отверстиями, между отверстием и краем детали, а также минимальные толщины дна глухих отверстий следует назначать в соответствии с табл. 2.5.
Для компенсации изменения межосевых расстояний из-за температурных и усадочных деформаций деталей (особенно больших размеров) рекомендуется применять отверстия, показанные на рис. 2.38.
Диаметры отверстий выбирают по ГОСТ 6636-79, так как ограничение применяемых линейных размеров создает предпосылки для сокращения номенклатуры изделий и их унификации.
Диаметры сквозных отверстий для болтов, винтов, шпилек и заклепок, устанавливаемых с зазорами в соединяемые детали, регламентированы ГОСТ 11284-75. В приложении к ГОСТ 11284-75 приведены рекомендации по выбору рядов сквозных отверстий.
При размещении отверстий по краям изделия на расстоянии меньшем, чем приведены в табл. 2.5, отверстия заменяют пазами (рис. 2.38, рис. 2.39)
Оптимальные параметры отверстий на боковых поверхностях в зависимости от способа изготовления изделия и характера закрепления знаков в форме приведены на рисунке 2.40 и в табл. 2.6.

| 
| 
|
| Рис. 2.38 | Рис. 2.39 | Рис. 2.40 |
 При проектировании отверстий на боковой поверхности изделий, исходя из соотношения глубины от диаметра, которые превышают значения, приведенные в табл. 2.6, в конструкции изделий предусматривают технологические отверстия для опорных знаков (рис. 2.41).
При проектировании отверстий на боковой поверхности изделий, исходя из соотношения глубины от диаметра, которые превышают значения, приведенные в табл. 2.6, в конструкции изделий предусматривают технологические отверстия для опорных знаков (рис. 2.41).
 Частичное оформление отверстия во время формования изделия в форме с последующим досверливанием применяется в случаях когда: а) отношение глубины отверстия к её диаметру превышает допустимые значения, а ступенчатое оформление отверстия невозможно по конструктивным соображениям; б) конструкция изделия усложняется или делает невозможным раскрытие формы. В этом случае в изделии оформляют разметочные отверстия для удобства последующего досверливания (рис. 2.42); по конструктивным соображениям предусматривается применение изделия в различных сборках. В этом случае отверстия досверливают в соответствии с требованиями конкретной сборки.
Частичное оформление отверстия во время формования изделия в форме с последующим досверливанием применяется в случаях когда: а) отношение глубины отверстия к её диаметру превышает допустимые значения, а ступенчатое оформление отверстия невозможно по конструктивным соображениям; б) конструкция изделия усложняется или делает невозможным раскрытие формы. В этом случае в изделии оформляют разметочные отверстия для удобства последующего досверливания (рис. 2.42); по конструктивным соображениям предусматривается применение изделия в различных сборках. В этом случае отверстия досверливают в соответствии с требованиями конкретной сборки.
Дата добавления: 2015-07-25; просмотров: 265 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Ребра жесткости.Оформление торцов изделий. | | | Проектирование резьбы.Основные рекомендации по выбору конструкции,профили резьбы. |