Читайте также:
|
Окружающая среда, безусловно, влияет на строительные конструкции и непосредственно на стройматериалы. Для избегания проблем уже возведенного здания (конструкции) существует ряд стандартов изготовления стройматериалов.
Размеры железобетонных и бетонных изделий проверяют с погрешностью 1 мм металлическими измерительными линейками (ГОСТ 427—75) и рулетками 2-го класса типа PC (ГОСТ 7502—69), штангенциркулями (ГОСТ 166—73*), а также специальными металлическими калибрами 11—902 и скобами. При определении отклонений от проектных размеров изделий руководствуются следующими зависимостями.
Размеры, для которых установлены предельные отклонения, проверяют не менее, чем и трех местах, расположенных в середине и вблизи от краев изделия, после устранения всех местных дефектов (околы бетона, наплывы, вмятины и т. п.) на участках соприкосновения измерительных инструментов с поверхностью бетона.
Неплоскостность панелей и плит перекрытый измеряют

Рис. 1.Схема отклонений бетонных и железобетонных изделий от проектного размера
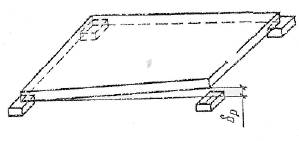
Рис. 2. Определения не плоскостности бетонных и железобетонных изделий

Рис. 3. Определение непрямолинейности бетонных и железобетонных изделий
а – общий случай непрямолинейности (волнистость); б – выпуклость; - наибольшее отклонение от прямолинейности, мм: - отклонение от прямолинейности, измеренные по концам контрольной рейки
на образцах изделии, уложенных в горизонтальном положении па четыре опоры, расположенные в одной плоскости (рис. 2), или на две опоры, расположенные в одной плоскости по всем ширине изделия поперек рабочего пролета, или на поверочную плиту, в соответствии со схемой опираиия изделия в здании или сооружении. Неплоскостность стеновых панелей проверяют на образцах изделии, установленных в вертикальном положении. Не-прямолинейкость поверхности определяют (рис. 3), измеряя наибольший зазор между ребром контрольной металлической рейки 2 длиной 2 м и проверяемой поверхностью 1. Непрямолииейность выпуклой поверхности определяется при таком положении рейки, когда расстояния и от ее концов до проверяемой поверхности равны или отличаются между собой не более, чем на 1 мм.
 Отклонения стальных закладных деталей от проектного положения
Отклонения стальных закладных деталей от проектного положения
Рис. 4. Схемы отклонений стальных деталей от проектного положения
а – в плоскости изделия; б – из плоскости изделия: 1 – проектное положение закладной детали; 2 – действительное положение заклодной детали; 3 – поверхность изделия
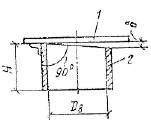
Рис. 5 Схема определения перекоса торцевой
плоскости железобетонного кольца
в плоскости и из плоскости изделия измеряют металлической измерительной линей-коп (ряс. 4).
Отклонения гранен поясов ферм и балок от вертикальной плоскости проверяют, измеряя металлической линейкой наибольший зазор между струной (шнуром), натянутой с усилием не менее 100 Н между концами или опорами изделия, я проверяемой гранью.
Внешний кпд изделий и качество лицевых поверхностей, наличие монтажных петель, закладных деталей и выпусков арматуры проверяют наружным осмотром. Размеры раковин и уколов на изделиях проверяют металлическими измерительными линейками или специальными калибрами. Ширину трещин измеряют с погрешностью 0,05 мм при помощи микроскопа с измерительной шкалой или измерительной лупы.
Трещины с раскрытием от 1 до 0,1 мм измеряют также трафаретами, изготовленными из позитивной пленки размером 80Х X100 мм с нанесенными но ней линиями толщиной от 0,1 до 1 мм. При измерении трещин в конструкциях трафарет прикладывают к трещина и устанавливают таким образом, чтобы соответствующая линия совпадала с размером измеряемой трещины. Трафарет может быть изготовлен на месте по чертежу с нанесенными линиями. Линия в 1 мм на чертежа раина 10 мм. При фотосъемке чертеж, увеличенный в 10 раз, уменьшается на позитивной планке точно в 10 раз, что соответствует размерам, принятым на трафарете линий.
Наплавленный металл в сварных соединениях с целью выявления наружных дефектов обследуют с помощью лупы пятикратного увеличения Прямолинейность стержне и проверяют с помощью рейки, струны или другим способом. Смещение осей стержней в стыковых соединениях определяют с помощью рейки и линейки. Рейка должна иметь выриз для обхода грата, утолщения наплавленного металла или желобчатой подкладки в месте стыка.
Искривление поверхности железобетонных изделий для смотровых водопроводных колодцев и канализационных сетей определяют, измеряя наибольший зазор между ребром контрольной металлической рейки и проверяемой поверхностью изделия. Длина контрольной рейки должна быть не менее высоты стенового кольца или наружного диаметра плиты.
Перекос торцовой плоскости железобетонного кольца 2 (рис. 10.5) относительно его продольной оси определяют, измеряя зазор между контрольной рейкой 1, установленной под прямым углом к образующей наружного цилиндра углом, и торцовой плоскостью изделия. Внешний вид изделий для смотровых колодцев, качество поверхностей, наличие и расположение монтажных петель или строповочных отверстий, закладных деталей и ходовых скоб проверяют наружным осмотром.
Дата добавления: 2015-07-10; просмотров: 213 | Нарушение авторских прав