Читайте также:
|
Различают гибкие и жесткие световоды. Гибкий единичный световод представляет собой жилу, заключенную в оболочку. Диаметр таких световодов от нескольких мкм до десятков мкм. Жесткий единичный све-
товод представляет группу (от нескольких сотен до тысяч) отдельных световодов, которые соединены между собой спеканием.
Тонкие световоды в виде нитей используемые в гибких ВОД, изготавливают, предусматривая по мере вытягивания и их одновременную упорядоченную укладку. Процесс реализуют различно, и, в частности, по схеме (рис. 64). В патрон, связанный с механизмом его перемещения, закрепляют стержень с оболочкой (или стержень, вставленный в трубку). Нижняя часть стержня находится в печи. Размягченный конец стекла оттягивают в тонкую нить, подают на вращающийся барабан и укладывают по его образующей с помощью нитеукладчика в необходимое число слоев. Навитое волокно склеи  вают вдоль образующей барабана, разрезают и снимают. У полученного жгута концы световодов жестко соединены между собой и имеют идентичную укладку.
вают вдоль образующей барабана, разрезают и снимают. У полученного жгута концы световодов жестко соединены между собой и имеют идентичную укладку.
Гибкие световоды из полимеров получают двумя способами: одновременным формированием жилы и оболочки через фильеру и наматыванием волокна на приемную бобину, или раздельным формованием жилы, которую затем пропускают через ванну, содержащую раствЪр полимера оболочки. Полученное волокно наматывают на бобину. Концы волокон собранных в жгут, склеивают эпоксидной смолой или полимером оболочки.
Жесткие световоды изготавливают разными способами. Одним из них является вытягивание расплавленной стекломассы из двойного платинового сосуда (рис. 65). Здесь 1 - шток, подъемом или опус  канием которого регулируют толщину оболочки; 2 - платиновая игла (уровнемер), 3 - платиновые сосуды для стекла жилы и оболочки; 4 - угольные нагреватели сосудов; 5 - 6 -стекломасса оболочки и жилы, соответственно; 7 - нагреватель фильеры (печь сопротивления); 8 - фильера. Вытекающее стекло жилы заключенное в оболочку подбирают захваты бесконечной ленты 9 и опускают в бункер 11. Диаметр вытягиваемого световода регулируют скоростью вытяжки и изменением положения нагревателя фильеры. При определенной длине вытянутого световода он отрезается ножницами 10. Контролируют свильность и пузырность стекла.
канием которого регулируют толщину оболочки; 2 - платиновая игла (уровнемер), 3 - платиновые сосуды для стекла жилы и оболочки; 4 - угольные нагреватели сосудов; 5 - 6 -стекломасса оболочки и жилы, соответственно; 7 - нагреватель фильеры (печь сопротивления); 8 - фильера. Вытекающее стекло жилы заключенное в оболочку подбирают захваты бесконечной ленты 9 и опускают в бункер 11. Диаметр вытягиваемого световода регулируют скоростью вытяжки и изменением положения нагревателя фильеры. При определенной длине вытянутого световода он отрезается ножницами 10. Контролируют свильность и пузырность стекла.
Многожильные жесткие световоды получают перетяжкой нагретого до вязкого состояния пакета одножильных световодов.
ТЗ.4.4. Механическая обработка торцов волоконных деталей
Механическая обработка торцов ВОД принципиально не отличается от обработки монолитного стекла. Имеет место некоторая специфика, определяемая способом соединения световодов в сноп, неодинаковой твердостью по сошлифовыванию стекол жилы и оболочки, малым диаметром световодов.
Предварительное шлифование спрессованных дисков или спеченных пластин в условиях серийного производства выполняют алмазным инструментом зернистостью 125/100 - 80/63, а в единичном производстве при помощи свободного абразива зернистостью № 5 - М28. Тонкое шлифование производят свободным абразивом зернистостью М14, М10, М7. Материал шлифовальника - латунь. В качестве полирующего абразива используют полирит или порошок ПФ. Материал рабочей поверхности полировальника - пекоканифолевая смола. Так как твердость стекла жилы и оболочки неодинаковы, сполировываются они с разной скоростью. С большей скоростью сполировывается стекло жилы. Полированная поверхность представляет систему чередующихся выступов (оболочка) и впадин (жила). В зависимости от разности и твердости стекла жилы и оболочки, величина уступа составляет 250 - 300 А. При сборке блока положение заготовок дисков, пластин, фоконов и других деталей на приспособлениях фиксируют приклеиванием.
Световоды на концах гибких жгутов склеены между собой эпоксидной смолой. Так как твердость клея меньше твердости стекол жилы и оболочки, а занимаемая им площадь составляет от 10 до 30% площади всей торцевой поверхности, использование крупнозернистых абразивов приводит к поломке и образованию заколов по периметру каждого световода. Качественная шлифованная поверхность может быть получена при обработке торцов микропорошками электрокорунда зернистостью Ml4 и М10 на латунном шлифовальнике и микропорошком М7 на стеклянном-
Полирование выполняют полиритом или порошком ПФ на смоляном полировальнике. Та же операция может быть выполнена алмазной пастой АСМ 3/2 на шелке. Полированная поверхность имеет такую же структуру, как и у жестких деталей. Клеевая прослойка между световодами утопает на 300 - 400 А по отношению к уровню стекла оболочки. Для обработки торцов гибких световодов положение их концов фиксируют, вклеивая воском в отверстия плоскопараллельной пластинки из стекла жилы или имеющего близкую твердость по сошлифовыванию.
Для обработки торцевых поверхностей гибких жгутов из полимерных материалов их концы вклеивают в отверстия пластинки из органического стекла. Клеящее вещество - воск. Шлифование торцов (совместно с приспособлением) производят микропорошками электрокорунда зернистостью М10 и М7 на латунном шлифовальнике. Материал рабочей поверхности полировальника - пекоканифолевая смола. Полирующий абра-; зив - окись хрома.
13.4.5. Изготовление волоконно-оптических деталей
Жесткие волоконные детали представляют группу собранных в сноп соединенных спеканием одно- и многожильных световодов. Типы таких деталей весьма разнообразны: пластины, диски для электроннолучевых трубок, фоконы для трансформации изображения, фоконные линзы и др.
Пластины. Пластины некруглой формы изготавливают из жгутов гибких волокон снятых с барабана. Несколько комплектов таких жгутов определенной длины набирают в прессформу, нагревают до размягчения стекла оболочки и спекают при большом давлении (рис. 66). Затем пакег отжигают для устранения напряжений в стекле. Алмазным отрезным кругом пакет распиливают на пластинки требуемой толщины, которые шлифуют и полируют. Так как обеспечить регулярность укладки и удалить из прессформы обломанные и дефектные волокна практически невозможно, разрешающая способность таких пластин не превышает 50 лин/мм. Для изготовления пластин с разреше  нием до 100 лин/мм использу
нием до 100 лин/мм использу
ют жесткие многожильные световоды, которые также как и гибкое волокно собирают в форму и спекают в ней. Регулярность укладки контролируют оптическим методом - с помощью коллиматора со щелью.
Диски. Для изготовления плоских дисков световоды круглой или шестигранной формы собирают в стеклянном кольце (рис. 67). После контроля плотности и регулярности укладки световодов блок нагревают в
вакуумной электропечи и спрессовывают.
Размягченное стекло кольца обжимает и уплотняет световоды. Для получения вакуумплотной детали с высокой разрешающей способностью, контрастностью изображения и минимумов шумов, необходима плотная упаковка световодов. Характеристикой является коэффициент упаковки, который определяется как отношение суммарной площади световодов к площади всего снопа. Коэффициент упаковки зависит,  в основном, от формы световодов, степени постоянства и равновеликое™ их поперечных сечений. Круглые световоды имеют коэффициент упаковки 0,9. При спрессовывании стекломасса таких световодов претерпевает значительные перемещения. При этом возможна деформация световедущих жил, и. как следствие, неравномерность оптических параметров по полю детали. Форма жил и толщина прослоек, получаемые после спрессовывания круглых световодов, зависят от соотношения вязкостей (при температуре прессования) стекла жилы и оболочки. Оптимальным является ц0б > Лж- При этом жилы принимают форму шестигранника с толщиной прослоек одинаковой по всему сечению и меньшей чем разность ДсВ - Д* исходных световодов. Объясняется это тем, что при деформации и изменении формы сечения (с круглого на шестигранное) периметр возрастает на 5 - 7%. При использовании световодов, имеющих в сечении шестигранную форму коэффициент упаковки близок к 1,0. Это упрощает получение вакуумплотных деталей при минимальной неравномерности оптических параметров по полю детали. Здесь задача сводится к уплотнению световодов и их спеканию. Но изготовление шестигранных световодов сложно: необходим контроль постоянства размеров сечения в нескольких направлениях, под действием сил поверхностного натяжения световоды при вытягивании стремятся принять округлую форму. Кроме того, упаковка световодов в сноп требует их ориентации как по отношению друг к другу, так и к окружающему кольцу. Такие световоды применяют лишь при изготовлении высококачественных вакуумплотных деталей. В тех случаях, когда от изделия требуется только вакуумшютность, но нет необходимости в высокой степени по-
в основном, от формы световодов, степени постоянства и равновеликое™ их поперечных сечений. Круглые световоды имеют коэффициент упаковки 0,9. При спрессовывании стекломасса таких световодов претерпевает значительные перемещения. При этом возможна деформация световедущих жил, и. как следствие, неравномерность оптических параметров по полю детали. Форма жил и толщина прослоек, получаемые после спрессовывания круглых световодов, зависят от соотношения вязкостей (при температуре прессования) стекла жилы и оболочки. Оптимальным является ц0б > Лж- При этом жилы принимают форму шестигранника с толщиной прослоек одинаковой по всему сечению и меньшей чем разность ДсВ - Д* исходных световодов. Объясняется это тем, что при деформации и изменении формы сечения (с круглого на шестигранное) периметр возрастает на 5 - 7%. При использовании световодов, имеющих в сечении шестигранную форму коэффициент упаковки близок к 1,0. Это упрощает получение вакуумплотных деталей при минимальной неравномерности оптических параметров по полю детали. Здесь задача сводится к уплотнению световодов и их спеканию. Но изготовление шестигранных световодов сложно: необходим контроль постоянства размеров сечения в нескольких направлениях, под действием сил поверхностного натяжения световоды при вытягивании стремятся принять округлую форму. Кроме того, упаковка световодов в сноп требует их ориентации как по отношению друг к другу, так и к окружающему кольцу. Такие световоды применяют лишь при изготовлении высококачественных вакуумплотных деталей. В тех случаях, когда от изделия требуется только вакуумшютность, но нет необходимости в высокой степени по-
стоянства оптических периметров по полю, используют многожильные световоды круглой формы.
Микроканальные пластины (МКП). Эти пластины представляют собой активную волоконно-оптическую деталь. Внутренняя поверхность ее каналов имеет высокое сопротивление и коэффициент вторичной эмиссии порядка 3-5. МКП используют, в частности, в ЭОП-ах. Здесь (рис. 68) на пути электронного потока, несущего и формирующего электронное изображение, устанавливается МКП, к ее торцам прикладывается напряжение 2-3 кВ. Электроны с фотокатода 1, попадая внутрь каналов 4 МКП, ударяются об их стенки, вызывая эмиссию вторичных электронов. Последние увлекаются полем внутри каждого канала и совершают по мере прохождения многократные акты вторичной эмиссии, в результате чего электронный поток на выводе канала во много раз превышает поток на его входе. Для эффективного усиления за счет вторичной эмиссии отношение длины канала к его диаметру составляет 50 - 100. Выходящий из каждого канала электронный поток возбуждает люминесцентный экран 3, на котором формируется преобразованное по спектру и усиленное по яркости  изображение объекта.
изображение объекта.
МКП представляет собой плоскопараллельную пластинку диаметром 40-60 мм и толщиной 0,5 - 1,5 мм. Составляющие ее световоды имеют диаметр жилы 6-40 мкм. По отношению к плоскостям пластинки оси световодов наклонены на угол 6 ± 1°. Основные требования к детали: клиновидность Г, отклонение поверхностей от плоскостности не нормируется. В соответствии с условиями работы детали необходим высокий (0-10...0-40) класс чистоты полированных поверхностей и отсутствие заколов на границе жила-оболочка. В последующем стекло жилы удаляется
растворением.
Технология получения заготовок МКП сводится к следующему: из стекол жилы и оболочки формируют соответственно стержень и трубку. Основное требование к ним - точность диаметра стержня и внутреннего диаметра трубки, обеспечивающие малый (< 0,05 мм) зазор между стенками. Из пары стержень-трубка вытягивают световоды. Спрессовыванием пучка в стеклянном кольце изготавливают диск, который и представляет собой заготовку МКП.
Механическая обработка - шлифование и полирование поверхностей диска по существу не отличается от обработки волоконных дисков. Особое внимание обращается на отсутствие заколов на границе оболочка-жила, которые образуются из-за различия механических свойств стекол. Выполнение этого требования обеспечивается применением мелкозернистых абразивов (М14 - М10) и однородностью их зернового состава. Полированные с двух сторон пластинки помещают в воду или слабо кислый раствор для растворения стекла жилы. Образуется система капилляров -пучок параллельно уложенных и соединенных между собой стеклянных каналов.
Следующей операцией является активация поверхностного слоя стенок капилляров. Оболочка оставшаяся после растворения стекла жилы, содержит в своем составе свинец в виде окиси РЬО. Обработкой пластины в течение 3-4 часов в атмосфере водорода при температуре 400-J-4100 С, его восстанавливают до металла РЬ. Завершающей операцией является нанесение на поверхности пластинки металлических слоев -электродов, которые образуют испарением хрома в вакуумной установке при разряжении 10"4 - 10"5 мм рт. ст. Именно этой операцией определяется требование отсутствия заколов на границе стекол жила-оболочка. Закол может прервать электрод и соответствующий капилляр или их группа будет исключена из работы. Соответственно снижается разрешающая способность МКП.
Фоконы. Это ВОД состоящие из спеченных световодов, у которых диаметр световедущих жил постепенно уменьшается по мере перехода от торца большого размера к малому. Применяют их для изменения масштаба изображения и выравнивания кривизны поля зрения оптических систем, коконы диаметром до 20-25 мм изготавливают из спеченного пучка многожильных световодов. Принципиальная схема установки для получения таких фоконов приведена на рис. 69. Здесь пучок световодов помещают внутрь кольцевой электрической печи и зажимают в цанговых
патронах двух соосно установленных подвижных шпинделей. При включении печи находящаяся в ней зона жгута разогрева 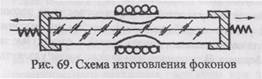 ется до пластической деформации стекла. Под действием пружин шпиндели по мере уменьшения вязкости стекла растягивают жгут в двойной конус. После вытяжки фо-кон отжигают для снятия напряжений, обрабатывают торцы, а если это необходимо по конструктивным соображениям, то и по периметру.
ется до пластической деформации стекла. Под действием пружин шпиндели по мере уменьшения вязкости стекла растягивают жгут в двойной конус. После вытяжки фо-кон отжигают для снятия напряжений, обрабатывают торцы, а если это необходимо по конструктивным соображениям, то и по периметру.
Волоконные жгуты. Технология изготовления гибких жгутов зависит от их назначения. У жгутов для переноса изображения должна быть обеспечена идентичность положения волокон на входном и выходном торцах. У жгутов для передачи световой энергии оно может быть произвольным или соответствующим образом распределенным.
Для изготовления деталей требуемого размера, жгут снятый с барабана разделяют на части определенного сечения и длины. Торцы проклеивают клеем на основе эпоксидной смолы ЭД-5, который в жидком состоянии поднимают его вверх капиллярными силами на 20 - 30 мм по промежуткам между волокнами. Для полного отвердевания клея концы жгута прогревают в термостате. У некоторых жгутов концы зажимают в цанги или спекают под давлением, что позволяет повысить коэффициент заполнения торца световедущими жилами. Средняя часть жгута остается свободной. Для предохранения световодов от загрязнения и поломки на жгут надевают полихлорвиниловую трубку или другие защитные элементы.
Дата добавления: 2015-07-11; просмотров: 433 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Волокно | | | Шлифование свободным абразивом |