Читайте также:
|
ХАРАКТЕРИСТИКА РЕМОНТИРУЕМОГО
ОБОРУДОВАНИЯ
Назначение и техническая характеристика ремонтируемого оборудования
Кривошипные листовые ножницы с наклонным ножом и автоматической регулировкой зазора между ножами НК3414 предназначены для резки листового материала с пределом ов≤500 МПа (50кгс/мм2).
Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельхозмашиностроения и других отраслях промышленности.
Наибольшие размеры разрезаемого металла с временным сопротивлением 500МПа (50 кгс/мм2), мм:
толщина……………………………………………………………………………..6,3
ширина…………………………………………………………………………….2000
Расстояние от режущей кромки неподвижного ножа до станины (вылет), мм……………………………………………………………………………без вылета
Частота ходов ножа, мин -1:
холостых………………………………………………………………………………60
при резке наибольших размеров разрезаемого металла…………………………25
Угол наклона подвижного ножа…………………………………………………..1030΄
Наибольшее усилие реза, кгс:…………………………………………………...17500
Наибольшая длина отрезаемой полосы при работе с задним упором, мм:…….700
Расстояние от уровня пола до верхней кромки неподвижного ножа, мм:……..920
Габаритные размеры ножниц в плане, мм:
слева-направо……………………………………………………………………..2780
спереди-назад (с удлинителем)…………………………………………………..2065
спереди-назад (без удлилителя)…………………………………………………1600
Компоновка оборудования
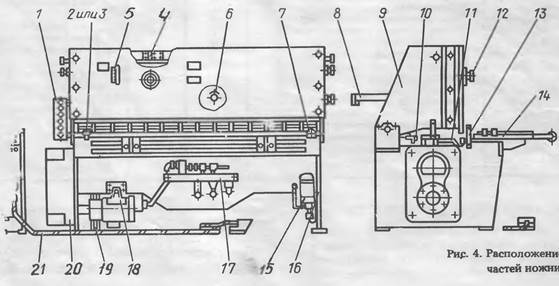
Рисунок 1- Расположение составных частей ножниц
1 Пульт управления; 2 Упор боковой; 3 Упор боковой; 4 Механизм удержания ножевой балки; 5 Указатель положения ножевой балки; 6 Освещение; 7 Упор угловой; 8 Упор задний; 9 Механизм реза; 10 Датчики заднего упора; 11 Поддерживатель листа; 12 Привод заднего упора; 13 Решетка; 14 Упор передний; 15 Смазка; 16 Станина; 17 Пневмооборудование; 18 Привод; 19 Установка муфты-тормоза; 20 Редуктор; 21 Электрооборудование.
Привод ножниц.На траверсе 1 смонтирован привод ножниц (рисунок 2), включающий электро двигатель 7 (М 1) на подмоторной плите 4,шарнирно закрепленной на кронштейне 2. На валу электродвигателя установлен шкив 6,через клиновые ремни взаимодействующий с маховиком 5. Натяжение ремней осуществляется откидным болтом 3, гаек 8 свинчиваемых с ним.
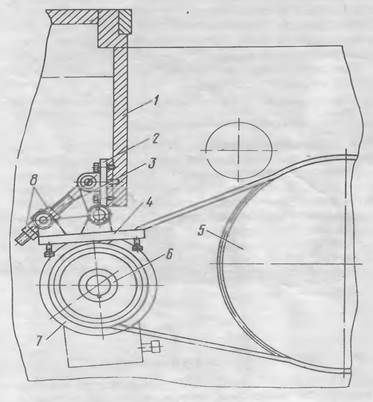
Рисунок 2-Привод ножниц
Механизм реза (рисунок 3) смонтирован в прошинах 13 станины на эксцентриковых осях с возможностью поворота. Он включает в себя ножевую балку, стойки 10, стяжку 6 и прижимную балку 11,прямолинейных направляющих механизма реза.
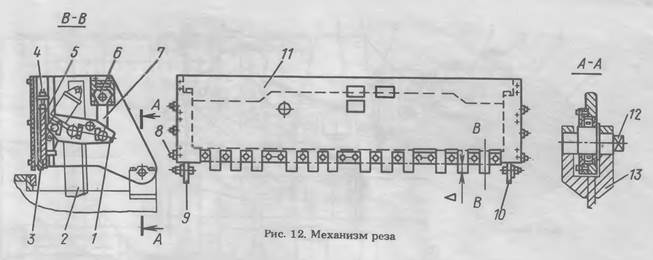
Рисунок 3- Механизм реза
Задний упор (рисунок 4) установлен под плоскостью ребра жесткости ножевой балки. Он состоит из двух кронштейнов 6, прикрепленных четырьмя болтами к ребру балки. В кронштейнах на подшипниках качения установлены ходовые винты 5,по ним перемещаются ползунки 4, в которых расположены гайки 3,свинченные с винтами 5. За счет перемещения одной из гаек в осевом направлении регулируются зазоры в винтовой паре. Ходовые винты кинематически соеденены между собой посредством промежуточного вала 1 и конических шестерен 2,что обеспечивает их синхронное вращение.
На ползушках 4 с помощью осей 10 подвешены кронштейны 9,на которой закреплена упорная бабка 12. Для регулирования упорной бабки в продольном направлении установлены эксцентрик 11, в вертикальном- винты 8.
В крайнем заднем положении ползушек кронштейны 9 разворачиваются на осях 10 при взаимодействии с бобышками 7,обеспечивается падем упорной балки 12 и беспрепятственное прохождения разрезаемого листа под задним упором.

Рисунок 4- Задний упор
Боковой упор предназначен для упора и параллельного направление листового материала при подаче его в зону реза и имеет два варианта исполнения. Упор состоит из двух скалок,одна из которых 1 жестка закреплена на столе, другая 3 съемная. На скалках смонтирована линейка 5, отсчет на которой указан от линии реза. По скалкам перемещается две собачки 2 и 4, фиксируемые винтами. Сбоку на скалках закреплена каленная скалка 6.
Передний упор (рисунок 5) состоит из двух удлинителей 2 с роликами 4. По пазам удлинителя планок 1, образующих направляющий паз крепленных в столе, перемещается упорная планка 3.
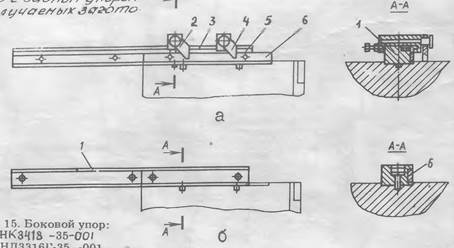
Рисунок 5- Передний упор
Угловой упор (рисунок 6) предназначен для резки листа на детали, имеющие форму косынок. Упор крепится в планках, образующий паз и закрепленных в столе. Он состоит из планки 1, закрепленном на поворотном диске 4. На диске 3 нанесен угловой лимб с нониусом. Фиксация упора производится гайкой 2.
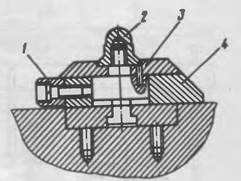
Рисунок 6- Угловой упор
Механизм поддержки листа (рисунок 7)предназначен для поддерживания отрезной части листа с целью получения более точных заготовок за счёт исключения провисания листа при работе с задним упором. Поддерживатель смонтирован на станине и состоит из 5 флажков 1, жёстко закреплённых на оси 2, имеюший возможность поворота. Привод осушествляется от реверсивного цилиндра 3, упровляемого пневмораспределителем 4. /При разрезе листов толщиной менее 1 метра поддержка листа эфиктивна при отрезаемой заготовке порядка 300…500 мм.
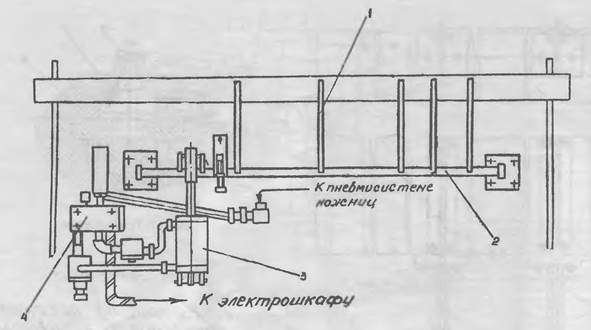
Рисунок 7- Поддерживатель листа
Дата добавления: 2015-10-16; просмотров: 65 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Теоретичні відомості | | | Смазка станка |