Читайте также:
|
1. Заготовки небольшой длины закрепляют в токарных патронах. При токарной обработке используют кулачковые и поводковые патроны. Кулачковые патроны могут быть самоцентрирующиеся – обычно трёхкулачковые, и несамоцентрирующие– 2-х, 4-х и 6-ти кулачковые.
Трёхкулачковый самоцентрирующий токарный патрон, показанный на рисунке 15а, имеет три кулачка, которые одновременно сходятся к центру или расходятся от него. В радиальных пазах корпуса патрона перемещаются кулачки, которые приводятся в движение от конической зубчатой передачи, смонтированной в корпусе патрона. Одно из конических колёс имеет торцевую резьбу (спираль Архимеда) и приводится в движение с помощью ключа. По этой спиральной резьбе кулачки патрона одновременно перемещаются от центра или к центру патрона.
В трёхкулачковых самоцентрирующих патронах закрепляют симметричные детали. Для закрепления несимметричных деталей используются, обычно четырёхкулачковые патроны, в которых каждый кулачок перемещается независимо от других (рисунок 15б).
В патронах закрепляются детали, у которых отношение длины к диаметру менее 4. Сам патрон крепится на резьбе или на конусной поверхности шпинделя.

а б
Рисунок 15 – Трёхкулачковый самоцентрирующий патрон (а) и четырёхкулачковый патрон (б)
1 – корпус патрона; 2, 3, 4 – захватывающие кулачки; 5 – зубчатое коническое колесо; 6 – малые зубчатые колёса; 7, 8, 9, 10 – кулачки; 11 – планшайба.
2. Когда отношение длины заготовки к диаметру превышает 4, то для крепления заготовки используют патрон с поддержкой её с помощью подвижного центра, установленного в заднюю бабку, как показано на рисунке 16а.
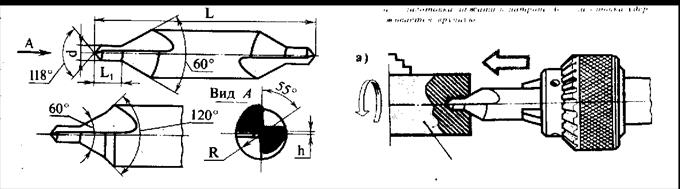
3. Третий способ крепления деталей на станке – закрепление её в центрах. Для этого на торцах заготовки с помощью центровочного сверла делают центровые (глухие) отверстия, как показано на рисунке 17. В шпиндель вставляется неподвижный центр, в заднюю бабку – подвижный, и между ними крепится заготовка. Для передачи крутящего момента от шпинделя на неё надевается хомутик и используется поводковый патрон, который крепится на шпиндель станка (рисунок 18). Так крепятся детали с отношением длины к диаметру Lзаг/Dзаг = (4 ¸ 10). При закреплении заготовки в центрах достигается максимальная точность обработки соосных поверхностей ступенчатых валов.
4. Если отношение длины заготовки к её диаметру больше 10, то заготовку устанавливают в центрах, как и в предыдущем случае, а для уменьшения её деформации от сил резания применяют дополнительные опоры – люнеты. Люнеты бывают подвижными (открытыми), и они устанавливаются на продольном суппорте станка; и неподвижными (закрытыми), которые крепятся к станине (рисунок 19а).

а


б в
Рисунок 16 – Крепление заготовки с помощью патрона и поддерживающего подвижного центра (а). Подвижный центр (б) и неподвижный центр (в)
а б
Рисунок 17 – Центровочное сверло (а) и центрование на токарном станке (б)

Рисунок 18 – Закрепление заготовки в центрах
1 – планшайба; 2 – хомутик; 3 – поводок (палец)


а б
Рисунок 19 – Закрепление заготовки в центрах и неподвижном люнете (а)
1 – станина; 2 – винт для закрепления хомутика на детали; 3 – поводковая планшайба; 4 – палец хомутика; 5 – хомутик; 6 – неподвижный люнет; 7 – регулирующие упоры – кулачки.
Закрепление заготовки на планшайбе (б). 1 – планшайба; 2 – противовес; 3 – обрабатываемая деталь; 4 – угольник
5. При обработке несимметричных деталей и деталей сложной формы, которые невозможно закрепить в кулачковом патроне, применяют крепление на планшайбе, навинчиваемой на шпиндель, как показано на рисунке 19б.
Дата добавления: 2015-08-21; просмотров: 822 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Конструкция станка | | | Способы обработки конических поверхностей на токарных станках |