Читайте также:
|
До початку обробки заготовки деталі на токарному верстаті потрібно:
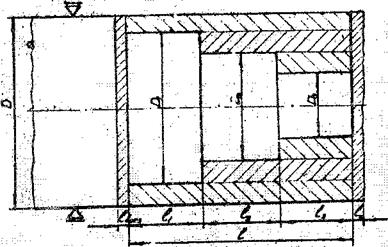
Вибрати ріжучий інструмент. Вибрати схему установки та закріплення заготовки на токарному верстаті. По кресленню заготовки необхідно скласти послідовність переходів для обробки деталі:
а) Підрізати торець О;
б) Проточити по всій довжині заготовки в розмір В1, В2, В3; подовжиш l1, l2, l3.
в) Відрізати в розмір l.
Для обробки деталь затискується в трьохкулачковий самоцентруючий патрон, виставляється та кріпиться. На токарно-гвинторізних верстатах застосовуються й інші універсальні пристрої: різні центри (для обробки деталей довжиною більше 4-10 діаметрів), поводковий патрон з повідцем (при обробці в центрах), різноманітні цангові патрони (при обробці деталей типу втулки), для обробки деталей довжиною, що перевищує 10 діаметрів, застосовуються люнети.
4. Після встановлення заготовки та кріплення її на верстаті встановлюємо різці, потрібні для обробки валика (правий прохідний завзятий, лівий прохідний завзятий, правий підрізний та відрізний різці). Виставлення різця виконуємо по висоті відносно осі деталі (ріжуча кромка різця повинна співпадати з віссю деталі, що обробляється), регулювання різця по висоті виконуємо накладними пластинками, виліт різця відносно різцеутримувача робимо мінімально можливим.
Згідно з таблиць на верстаті встановлюємо оберти та подачу різця при обробці. Оберти та подачу вибираємо згідно з матеріалом, що обробляється, діаметру заготовки та матеріалу ріжучої кромки інструменту, глибини різання.
По вибраним даним визначаємо швидкість різання по формулі:

де Dмах - максимальний діаметр деталі, що обробляється; п - число обертів.
Розраховуємо машинний час обробки:
 ; S – подача, п - частота обертання, і – кількість проходів.
; S – подача, п - частота обертання, і – кількість проходів.
і =(D-d)/2
5. Контроль розмірів деталі при точінні виконуємо штангенциркулем.
3. Прилади, обладнання та матеріали. Токарно-гвинторізний верстат 1А616. Набір різців. Заготовка. Вимірювальний інструмент.
4. Оформлення звіту по роботі:
Описати та замалювати інструмент, що використовується.
Описати технологію виготовлення ступеневого циліндричного валика.
Описати якість деталей, що виготовляються.
Дата добавления: 2015-08-21; просмотров: 79 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ЛАБОРАТОРНА РОБОТА № 2. | | | ЛАБОРАТОРНА РОБОТА № 4. |