Читайте также:
|
Наибольшее распространение для закрепления заготовок получили различные типы самоцентрирующих патронов (для симметричных заготовок) с ручным зажимом или механизированных, а также четырехкулачковые несамоцентрирующие патроны (для несимметричных заготовок) с независимым перемещением кулачков. Точность установки заготовок (биение) в самоцентрирующих патронах составляет 0,05...0,1 мм, при использовании четырехкулачкового патрона выверкой заготовки обеспечивается точность ее установки до 0,05 мм. Для закрепления пруткового материала применяются цанговые зажимные патроны. Крупные или сложные по конфигурации изделия, которые не могут быть зажаты в кулачках, крепятся (рис. 1.6, а,б) на планшайбе 1 С помощью прихватов 2, угольников 3 или специальных приспособлений.
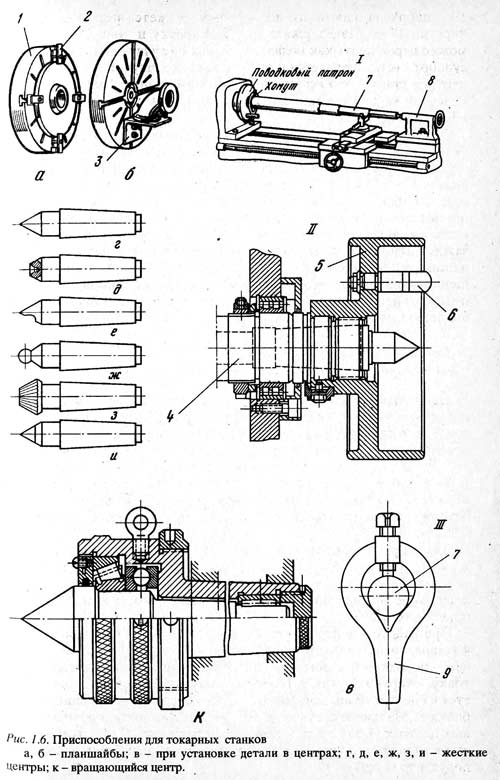
При работе в центрах (рис. 1.6 в, схемы 1-П-Ш) на конец шпинделя 4 устанавливается (часто навинчивается) поводковый патрон 5 с пальцем - поводком 6, с помощью которого вращение передается на заготовку 7 через хомутик 9. Противоположный конец заготовки опирается на центр, устанавливаемый в коническое отверстие пиноли задней бабки 8. Мелкие и средние детали устанавливаются в обычных упорных центрах (1.6,г) с углом конуса при вершине 60°. В случае необходимости подрезки торца детали со стороны задней бабки используется полуцентр (1.6,е). Заготовки с отверстием устанавливают в центрах увеличенного диаметра со срезанной вершиной конуса. Причем передний центр часто выполняется рифленым (1.6,з), что позволяет проводить обработку без поводка. Заготовки малого диаметра устанавливают на обратные центры (1.6,д), используя при этом конусные фаски на наружной поверхности заготовки. При необходимости установки заготовки с некоторым перекосом (например, при обработке конусов смещением задней бабки) применяют центр со сферическим наконечником (1.6,ж). Для увеличения износостойкости рабочей поверхности заднего центра. его иногда выполняют из твердого сплава (1.6,и). При обработке с высокими скоростями резания задние центры выполняют вращающимися (1.6,к). Точность обработки на таких центрах ниже, чем на цельных (радиальное биение обычно до 0,01 мм). Для обеспечения высокой точности размеров вдоль оси необходимо базирование заготовки по торцу. Для этого применяется их установка (рис. 1.7,а) на плавающий передний центр 1. При этом для возможности обработки вблизи переднего торца применяется специальная поводковая шайба 2 (эту схему применяют при заготовках диаметром до 80 мм и длиной до 400 мм). При черновой обработке шайбу выполняют трехзубой (1.7,6), при чистовой - многозубой (1.7,в).
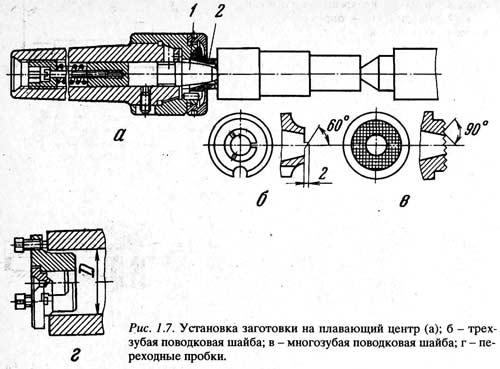
Заготовки с большим центральным отверстием устанавливают в центрах с помощью пробок (цельных или разжимных) (1.7,г). При обработке заготовок большого диаметра и длины и отсутствии центрового отверстия со стороны передней бабки применяют установку в патроне и на заднем центре. При высоких требованиях к взаимному расположению базовых и обрабатываемых поверхностей заготовки, имеющие отверстие, устанавливают на концевых или центровых оправках. В простейшем случае (рис. 1.8,а) средняя рабочая часть 4 оправки выполняется с очень малой конусностью, обычно 1/1000... 1/2000. Обрабатываемая заготовка 1 удерживается только за счет сил трения, поэтому она плотно одевается на конус. Лыска 3 служит для закрепления хомутика, а отверстия 2 и 5 - для установки оправки в центрах. В таких оправках положение заготовки по оси зависит от размера отверстия в заготовке. При использований цилиндрической оправки (рис. 1.8,б) заготовка 1 надевается на ее цилиндрическую часть 2 до упора в бурт и зажимается гайкой 4 через быстросъемную шайбу 3. Недостаток таких оправок заключается в наличии зазора в сопряжении оправки с заготовкой, что уменьшает точность обработки. Для обработки заготовок с более широким разбросом размеров отверстий применяются разжимные оправки.
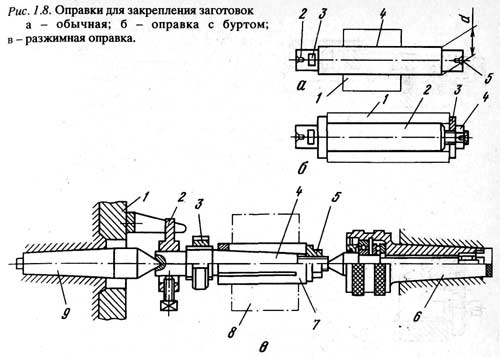
На рис. 1.8,в показана схема обработки в центрах 9 и 6 заготовки 8, установленной на разжимную втулку (цангу) 7 с коническим внутренним отверстием и цилиндрической наружной поверхностью. При завинчивании гайкой 5 Цанга, перемещаясь влево, расширяется за счет конической поверхности 4 и обеспечивает надежное закрепление заготовки. Для снятия Цанги с конуса оправки служит гайка 3. Вращение на оправку передается от поводкового патрона 1 через хомутик 2.
Дата добавления: 2015-08-21; просмотров: 231 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Искусственное вскармливание | | | Править] Золотой запас во время Первой мировой |