Читайте также:
|
Иногда пытаются различить вставки А и Б. по цвету, оттенку (более черные, серебристые и т. п.). Этого делать не следует: на каждом ящике со вставками наклеен ярлык с указанием их типа. Кроме рисок, предназначенных для контроля износа, каждая вставка типа Б на одной боковой поверхности имеет продольную риску на высоте 16—20 мм от подошвы (рис. 1). У вставок типа А такой риски нет. В настоящее время на дороги поступают угольные вставки обоих типов длиной 240 мм и высотой только 30 мм. Раньше применялись вставки высотой 25 мм.
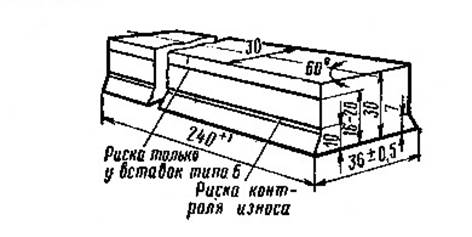
Рис. 1 Угольная вставка типа Б
Металлокерамические (спеченные) пластины {ТУ 14-1-1962-76). Их выпускают сейчас только одного типа — ВЖ-3 (рис. 2). Они предназначены для электровозов постоянного тока.
 Методом порошковой металлургии из железа, меди и никеля готовят пористый полуфабрикат, который потом пропитывают сплавом свинца и олова, выполняющим роль твердой смазки. Готовая пластина содержит примерно 16 % свинца, 12 % меди, около 1 % никеля и олова и 70 % железа. Масса одной пластины около 0,67 кг. Неметаллических компонентов в материале ВЖ-3 нет, а название «металлокерамика» возникло от схожести технологии изготовления полуфабриката (спеканием частиц) с керамической технологией.
Методом порошковой металлургии из железа, меди и никеля готовят пористый полуфабрикат, который потом пропитывают сплавом свинца и олова, выполняющим роль твердой смазки. Готовая пластина содержит примерно 16 % свинца, 12 % меди, около 1 % никеля и олова и 70 % железа. Масса одной пластины около 0,67 кг. Неметаллических компонентов в материале ВЖ-3 нет, а название «металлокерамика» возникло от схожести технологии изготовления полуфабриката (спеканием частиц) с керамической технологией.
Рис. 2. Металлокерамическая пластина типа ВЖ-3
Медные пластины (ГОСТ 5369 —52). Их нарезают из профильных полос и выпускают двух типов: ДЖ-4 и ДЖ-5 (рис. 3). В последние годы МПС получает только профиль ДЖ-4 толщиной 6 мм, более экономичный, но новью электровозы постоянного тока продолжают приходить на дороги с пластинами ДЖ-5. Расчетная масса пластин ДЖ-4 1,55 кг/м, ДЖ-5 — 1,40 кг/м.-
Медные пластины при длительных дождях сильно изнашивают контактный провод. На э. п. с. переменного тока они давно заменены угольными. На э. п. с. постоянного тока их заменяют угольными и металлокерамическими вставками. Кроме того, на рогах полозов применяют стальные и дюралюминиевые пластины.
Решение о том,какие вставки — угольные или металлокерамическне — должны применяться на электровозах постоянного тока тойили иной серии, обращающихся на конкретном участке (дороге),принимает руководство МПСили совместноглавки ЦТ иЦЭ МПС.
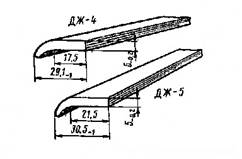
Рис. 3 Медные пластины
Сухая графитовая смазка (СГС). Смазку выпускают по ТУ 32-ЦТ-554-78 двух типов: СГС-О (основная) и СГС-Д (дополнительная). Состав их приведен в табл. 2.
СГС-О используют для заправки полозов в горячем состоянии. Она поставляется в деревянных ящиках, легко дробится на куски.
СГС-Д предназначена для «лечения» выкрошившейся с полоза смазки СГС-О и для восстановления исчезнувшей в неблагоприятных метеорологических условиях графитации пластин. Эта смазка поставляется в бидонах, причем графит обычно оседает на дне.
Смазка СГС-Д в отличие от СГС-О пожаро- и взрывоопасна. Бидоны с СГС-Д хранят в установленном месте с плотно закрытой крышкой. Нельзя принимать пищу и курить рядом с бидонами смазки. При попадании на кожу нужно стереть ее салфеткой и вымыть руки.
Качество смазки зависит от соотношения в ней графита и кумароновой смолы (у СГС-Д после улетучивания сольвента). Если в СГС-О кумароновой смолы меньше нормы, то разогретая смазка плохо ложится на полоз, если
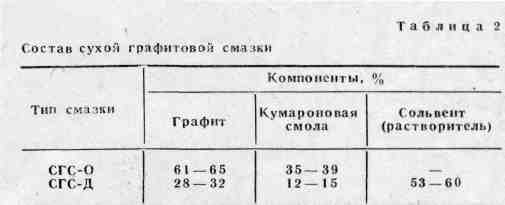
больше — она будет менее эффективной. Проверить качество СГС-О может лишь химическая лаборатория.
Соотношение компонентов смазки СГС-Д меняется из-за улетучивания сольвента при хранении ее в бидоне с неплотно закрытой крышкой. Если эта смазка загустела, в, нее добавляют свежий растворитель. Перед применением или розливом в бидоны меньшей емкости смазку СГС-Д нужно тщательно перемешать. Смазка СГС-О на полозе твердеет быстро, а смазка СГС-Д — в зависимости от температуры воздуха, иногда в течение многих часов.
Сухая графитовая смазка предназначена только для полозов с медными и металлокерамическими пластинами. Применять ее с угольными вставками не только не требуется (вставки самосмазывающиеся], но и недопустимо.
Сухая графитовая смазка — очень плохой проводник тока (примерно в 2000 раз хуже, чем угольные вставки), так как кумаронозая смола является изолятором. Ее избыток на полозе может привести к пережогам контактного провода. Чтобы избежать пережогов, если металлокерамические пластины гладкие, блестящие, а выкрашивания смазки СГС-О не произошло, то смазку СГС-Д применять не следует.
Полозы токоприемников. В эксплуатации используют различные типы полозов, разработанные в разное время для разных токоприемников. Унификация и сокращение типов полозов облегчает техническое обслуживание токоприемников. Основные данные о полозах приведены в табл. 3. Расстояния между осями кареток токоприемников различных типов показаны на рис. 4.

Рис. 4 Расстояния между осями кареток токоприемников разных типов
До установки заранее проверяют на полозах соответствующие им расстояния между отверстиями (перемычками).
Дата добавления: 2015-08-21; просмотров: 490 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Общие сведения | | | Нельзя «натягивать» каретки для того, чтобы отверстия в них совпадали с отверстиями на полозе при установке на токоприемник! |