Читайте также:
|
Графы операционной карты (рис. 6.1) необходимо заполнять в соответствии с табл. 6.1.
Наименование операции (графа 6.1, табл. 6.1) вписывается согласно классификатору технологических операций машиностроения и приборостроения(прил. А, табл. А.1).
Запись переходов необходимо выполнять в соответствии с ГОСТ 3.1702-79. Порядок формирования записи содержания перехода можно условно выразить в виде следующего кода:
При записи содержания перехода согласно ГОСТ 3.1702-79 допускается полная или сокращенная форма записи.
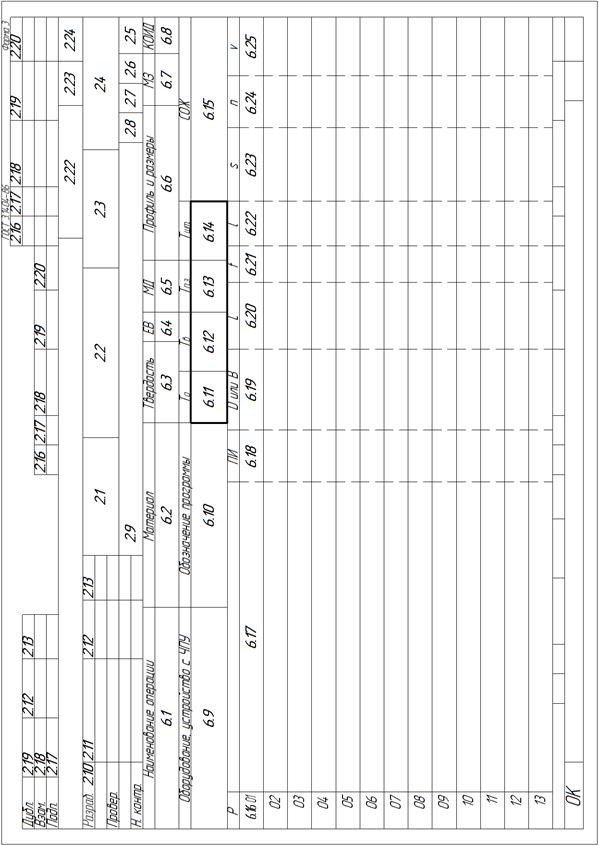
| Рисунок 6.1 – Операционная карта и номера граф для заполнения (первый лист) |
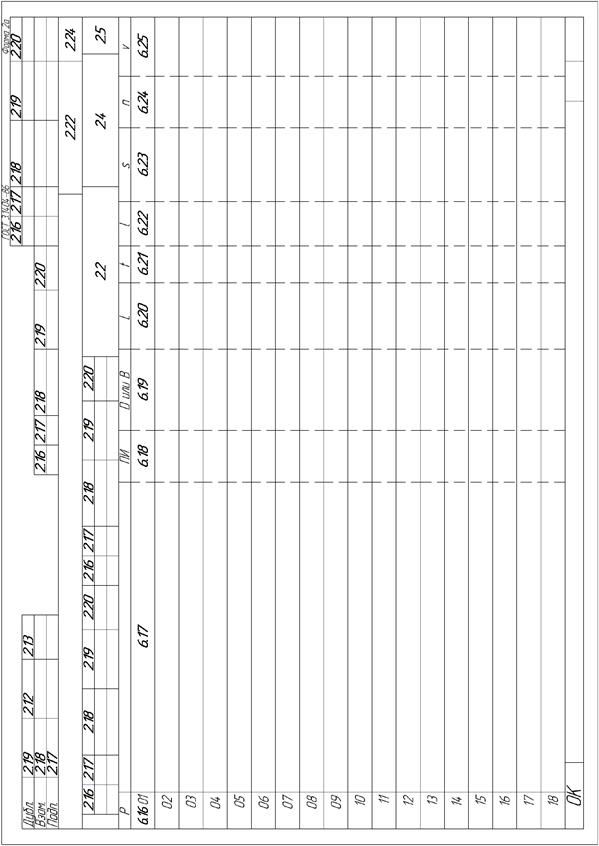
| Рисунок 6.2 – Операционная карта и номера граф для заполнения (второй ипоследующие листы) |
Таблица 6.1 – Сведения, вносимые в отдельные графы и строки операционной карты
| Номер графы | Наименование (условное обозначение графы) | Содержание графы |
| 6.1 | Наименование операции | Наименование операции (прил. А, табл. А1). |
| 6.2 | Материал | Краткая форма записи наименования и марки материала по ГОСТ 3.1129-93 и ГОСТ 3.1130-93. |
| 6.3 | Твердость | Твердость материала заготовки, поступившей для обработки. |
| 6.4 | ЕВ | Код единицы величины (массы, длины, площади и т. п.) детали, заготовки, материала по классификатору СОЕИ. Допускается указывать единицы измерения величины. |
| 6.5 | МД | Масса детали по конструкторскому документу. |
| 6.6 | Профиль и размеры | Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из условий имеющихся размеров заготовки (длины, ширины, высоты), например 1000 ´ 2500 ´ 100. |
| 6.7 | М3 | Масса заготовки. |
| 6.8 | КОИД | Количество одновременно обрабатываемых деталей. Примечание. При выполнении процесса перемещения следует указывать объем грузовой единицы (количество деталей в таре). |
| 6.9 | Оборудование | Краткое наименование или модель оборудования. Примечание. Для станков с ЧПУ следует дополнительно указывать вид (тип) устройства ЧПУ. |
| 6.10 | Обозначение программы | Обозначение программы в соответствии с требованиями отраслевых НТД. Графу следует заполнять для станков с ЧПУ. |
| 6.11 | То | Норма основного времени. |
| 6.12 | Тв | Норма вспомогательного времени. |
| 6.13 | Тп.з. | Норма подготовительно-заключительного времени на операцию. |
| 6.14 | Тшт. | Норма штучного времени на операцию. |
| 6.15 | СОЖ | Информация по применяемой смазочно-охлаждающей жидкости. |
| 6.16 | - | Обозначение служебного символа и порядковый номер строки. Запись следует выполнять в одну строку. Например, M01, A08. |
| 6.17 | - | Содержание перехода. Информация по приспособлениям, режущему и измерительному инструменту. Запись переходов необходимо выполнять в соответствии с ГОСТ 3.1702-79. |
| 6.18 | ПИ | Номер позиции инструментальной наладки. Графу следует заполнять для станков с ЧПУ. |
| 6.19 | D или В | Расчетный размер обрабатываемого диаметра (ширины) детали. |
| 6.20 | L | Расчетный размер длины рабочего хода. Примечание. Данные в графах 6.19 и 6.20 следует указывать с учетом величины врезания и перебега. |
| 6.21 | t | Глубина резания. |
| 6.22 | i | Число проходов. |
| 6.23 | S | Подача, мм/об (мм/зуб; мм/дв.х; мм/мин). |
| 6.24 | n | Число оборотов шпинделя в минуту, мин-1. |
| 6.25 | v | Скорость резания, м/мин (м/с). |
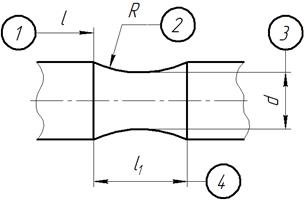
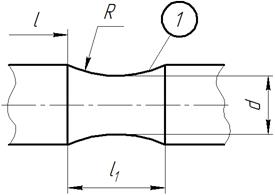
Пример полной записи перехода: точить (шлифовать и т.д.) выточку, выдерживая размер 1…4 (см. рис. 6.3а).
Пример сокращенной записи перехода: точить (шлифовать и. т.д.) выточку 1 (рис. 6.3б).
| 
|
| эскиз для полной записи перехода | эскиз для сокращенной записи |
Рисунок 6.3 – Элементы операционного эскиза
Если на отдельных переходах технологической операции выполняются размеры, неуказанные на эскизе (например, производится предварительная обработка каких-то поверхностей), то в записи перехода вместо номера размера или поверхности необходимо указать размеры.
Например: необходимо обрабатывать отверстие Ø16Н7(+0,018) (рис. 6.4). Пример записи переходов:
1. Сверлить отверстие, выдерживая размеры 1, 2 и Ø14
2. Зенкеровать отверстие, выдерживая размеры 1, 2 и Ø15,8+0,1.
3. Развернуть отверстие, выдерживая размеры 1...3.
Рисунок 6.4 – Элементы операционного эскиза для операции сверления
Для записи технологических и вспомогательных переходов необходимо применять ключевые слова и наименования предметов производства, обрабатываемых поверхностей или конструктивных элементов (прил. А, табл. А.6 и А.7).
Дополнительная информация (прил. А, табл. А.8) применяется при необходимости уточнения названия обрабатываемой поверхности или конструктивного элемента. Например, «фрезеровать криволинейную поверхность 1».
В ОК указывается выполнение вспомогательных переходов, связанных с установкой заготовки (установить, переустановить, повернуть заготовку). При этом в понятие «установить заготовку» включают установку, закрепление заготовки, открепление и снятие детали.
Количество одновременно обрабатываемых заготовок и порядок выполнения работы указывается в тексте перехода. Например, «Установить 6 заготовок». «Одновременно: сверлить отв. 1, точить поверхность 2 и фаску 3».
При записи контрольного перехода устанавливается процент контроля.
Для изложения технологических переходов в ОК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк.
Каждому типу строки соответствует свой служебный символ (О, Т, Р) Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки ОК. Простановка символов является обязательной.
О – описание содержания перехода. Правила записи выполнять по ГОСТ 3.1702-79. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью (при необходимости) переноса информации на последующие строки.
Информацию по основному и вспомогательному времени на переход следует размещать на уровне строки, где заканчивается описание содержания перехода соответственно в графах 6.24 и 6.25 (см. рис. 6.1). При проектировании операции для станков с ЧПУ в графу 6.25 включать сумму машинно-вспомогательного и вспомогательного времени, связанного с операцией, но не вошедшего в управляющую программу.
Т – информация о применяемой при выполнении операции технологической оснастке. При заполнении этой информации следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Вся информация по применяемой на операции технологической оснастке записывается в следующей последовательности:
- приспособления (приложение А, табл. А.9);
- вспомогательный инструмент (приложение А, табл. А.10);
- режущий инструмент (приложение А, табл. А.11);
- слесарно-монтажный инструмент (приложение А, табл. А.12);
- средства измерения (приложение А, табл. А.13).
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;».
Запись каждого средства технологического оснащения следует выполнять согласно обозначению по стандарту. Например: сверло 2301-1389 ГОСТ 22736-77. Допускается запись начинать с обозначения кода, например: 2301-1389 Сверло ГОСТ 22736-77.
Перед указанием каждой основной части оснастки допускается применять условное обозначение вида:
ПР – приспособлений;
ВИ – вспомогательного инструмента;
РИ – режущего инструмента;
СМИ – слесарно-монтажного инструмента;
СИ – средства измерения;
ВМ – вспомогательного материала.
Например: РИ. Сверло 2301-1389 ГОСТ 22736-77.
Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например: фреза 2245-0003 T15K6 (2) ГОСТ 6460-69.
Р – информация о режимах резания. Записывается отдельной строкой после окончания записи информации о технологической оснастке.
При операционном описании можно применять бестекстовую запись операции. Такая запись допускается при условии обязательной разработки графических иллюстраций (операционных эскизов) к каждой операции.
При безтекстовой записи содержания основного перехода следует указывать номер перехода и номер размеров обрабатываемых поверхностей с записью в скобках выполняемых предварительно размеров, например: 1 (30+0,24); 2 (20±0,2); 3 (1х45°).
При записи окончательных размеров, указанных на эскизе, в документе следует указывать только обозначение обрабатываемых поверхностей.
Примеры оформления операционной карты при полной записи переходов приведены на рис. 6.5.
| Рисунок 6.5 – Пример заполнения операционной карты при полной записи переходов |
Дата добавления: 2015-10-23; просмотров: 1083 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Оформление карт эскизов | | | Оформление операционной карты технического контроля |