Читайте также:
|
Категории работающих цеха: производственные рабочие; вспомогательные рабочие; инженерно-технические работники (ИТР); служащие; младший обслуживающий персонал (МОП).
1. Производственные рабочие механосборочного цеха – это: станочники; слесари основного производственного процесса; разметчики по тех. процессу основного производства; мойщики деталей; слесари-сборщики основного производства.
Т.е. это рабочие непосредственно участвующие в производстве товарной продукции согласно тех. процессу обработки деталей и машин.
Способы расчета количества производственных рабочих:
а)точный расчет по трудоемкости для станочников, слесарей, слесарей-сборщиков и др.:
 ,где Тч – трудоемкость годового выпуска изделий, чел/час;
,где Тч – трудоемкость годового выпуска изделий, чел/час;
Фр – эффективный годовой фонд времени рабочего, час (стр. 34, табл. 2.1 [2] Мельников или табл. 4 и 5 [1] Андерс).
Точный расчет возможен, когда пронормированы все операции обработки изделия.
б)укрупненный способ расчета по станкоемкости изделия,при этом опр-ют кол-во станочников
 , где Тс – станкоемкость годовой программы выпуска, ст-час;
, где Тс – станкоемкость годовой программы выпуска, ст-час;
Км – коэффициент многостаночного обслуживания (среднее число станков, обслуживаемых одним рабочим);Км =  ,
,
т.е. Км есть отношение станкоемкости к трудоемкости.
По данным Мельникова (стр. 131 [2]):
Км = 1,1 ÷ 1,35 – для мелкосерийного и единичного производства;
Км = 1,3 ÷ 1,5 – для среднесерийного производства;
Км = 1,9 ÷ 2,2 – для крупносерийного и массового производства.
в) второй укрупненный способ расчета по количеству станков:
 ,
,
где Sпр – принятое число станков основного производства;
Фо – эффективный годовой фонд времени работы оборудования, час (табл. 2.1. [2] Мельников);
Фр – эффективный годовой фонд времени рабочего, час;
Кз– коэффициент загрузки оборудования
Укрупненно можно принимать
Кз = 0,85 – для единичного, мелкосерийного и среднесерийного производства;
Кз= 0,8 – для крупносерийного и массового производства.
По числу станочников определяют кол-во произ-ых рабочих:
 ,
,
где Кр – коэффициент, учитывающий число рабочих не станочников (слесарей, мойщиков дет-ей, разметчиков ит.д.)
Кр = 1,05 – средне- и мелкосерийное производство;
Кр = 1,02 – крупносерийное и массовое производство.
г) детальный способ расчета числа производственных рабочих-станочников осуществляется:
– на основе разработанных планировок;
– циклограмм работы оборудования;
– анализа условий многостаночного обслуживания.
Пример:многостоночного обслуживания станков-дублеров
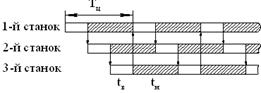
Цикловое (операционное время): Тц = tоп = tмаш + tвсп
Условие многостаночного обслуживания tмаш>tвсп.
Число станков-дублеров, обслуживаемых одним рабочим:
m = tмаш ∕ tвсп + 1.
В нашем случае m = 2 + 1 = 3, т.е. Км = 3.
Если станки имеют различные циклограммы, то производят более сложный анализ условий многостаночного обслуживания
Дата добавления: 2015-10-24; просмотров: 119 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| III) Многошпиндельные. | | | Результаты классификации лексического материала |