|
Читайте также: |
Розділ
«Робота в слюсарній майстерні»
Розглянуто:
на засіданні кафедри ”Кольорова металургія і конструкційні матеріали”
Протокол № 6 від 01.12.04
Затверджено на засіданні навчально-методичної Ради ДонНТУ
Протокол №15 від 01.12.04
Донецьк - 2005
УДК
НАВЧАЛЬНО-МЕТОДИЧНИЙ ПОСІБНИК з практики в слюсарній навчальній лабораторії-майстерні / Складено: В.І. Грєбєнніков, Ю.А. Сапронов, Г.О.Редько. – Донецьк: ДонНТУ, 2004. – с.
Відбито мету і задачі першої технологічної практики, описані структура і зміст робіт, виконуваних у слюсарній лабораторії-майстерні. Представлено методичні рекомендації з підготовки до робіт, описана послідовність операцій, виконуваних під час навчальних занять.
Призначено для студентів різних спеціальностей ДонНТУ з диференціацією відповідно до навчальних планів.
Затверджено: на засіданні кафедри «Кольорова металургія і конструкційні матеріали», протокол № 6 від 01.12.2004 р.
Укладачі: В.І. Грєбєнніков, доц., к.т.н.,
Ю.А. Сапронов, доц., к.т.н.
Г.О.Редько, к.т.н.
Рецензенти:
Відповідальний
за випуск М.О.Маняк, проф., д.т.н.
ЗМІСТ
ВСТУП.............................................................................................
РОБОТА В СЛЮСАРНІЙ МАЙСТЕРНІ...................................
1.1. Правила техніки безпеки.......................................................
1.2. Робоче місце слюсаря і його устаткування........................
2. ОСНОВНІ ВИДИ СЛЮСАРНИХ РОБІТ..................................
2.1. Розмітка....................................................................................
2.2. Рубання металу.......................................................................
2.3. Різання металу.........................................................................
2.4. Обпилювання..........................................................................
2.5. Шабрування.............................................................................
2.6. Притирання..............................................................................
2.7. Свердління...............................................................................
2.8. Нарізування різьби.................................................................
2.9. Паяння......................................................................................
3. СЛЮСАРНО-СКЛАДАЛЬНІ РОБОТИ.....................................
4. ТЕХНІЧНЕ НОРМУВАННЯ СЛЮСАРНО-СКЛАДАЛЬНИХ РОБІТ
5. КОНТРОЛЬНІ ПИТАННЯ...........................................................
ВСТУП
Навчальна практика в слюсарній лабораторії-майстерні спрямована на розширення знань студентів в галузі ручної обробки металів різанням.
Це досягається вирішенням взаємозалежних завдань, основними з яких є: ознайомлення студентів з організацією робочого місця слюсаря і його устаткуванням; ознайомлення студентів з технологічним інструментом та оснащенням, необхідними для виконання операцій формоутворення; навчання техніці виконання найбільш розповсюджених операцій; вивчення технологічної документації, необхідної для опису технологічного процесу; виконання індивідуальних завдань та ін. Вирішення цих завдань передбачає демонстрацію операцій безпосередньо на робочому місці, вивчення окремих технологічних процесів за допомогою навчальних кінофільмів і обговорення можливих шляхів вирішення задач, поставлених при виконанні індивідуальних завдань.
Звіт з практики відображає роботу студента в лабораторії-майстерні. Захист звіту проводиться після закінчення практики.
1. РОБОТА В СЛЮСАРНІЙ МАЙСТЕРНІ
Під слюсарними роботами розуміють обробку металів у холодному стані, виконувану слюсарями за допомогою різних інструментів. Слюсарні роботи складаються з різноманітних технологічних операцій, до яких належать: розмітка, рубання, виправлення, різання металів ножівкою і ножицями, гнуття металів, нарізування різьби, клепання, притирання і доведення, паяння, лудіння та ін. Багато слюсарних операцій виконуються не лише ручним, але і механічним засобом.
Метою всіх операцій є надання заготівці необхідної форми, розміру і стану поверхні, яких, згідно кресленню, повинен мати готовий виріб.
Слюсарні роботи застосовуються у всіх галузях промисловості, й особливо в машинобудуванні, де вони найбільш різноманітні як за характером, так і за складністю.
1.1. Правила техніки безпеки
1. До початку роботи перевірити справність верстака, лещат, пристосувань і механізмів, використовуваних у роботі, а також перевірити наявність і стан інструменту, матеріалів і заготівок.
2. Під час роботи на верстаті повинні перебувати лише ті інструменти і пристосування, якими користуються тепер. Всі інші повинні бути прибрані у верстакові шухляди або на стелажі. Постійно підтримувати чистоту і порядок на робочому місці.
3. По закінченні роботи очистити інструмент, лещата і стільницю верстата від стружки й обрізків. Забрати з верстака інструмент, невикористані матеріали й оброблені деталі.
4. Робоче місце слюсаря повинне бути обгороджене екраном – металевою сіткою.
5. Забороняється користуватися зубилом, крейцмейселем і молотком з розплющеними бойками.
6. Періодично перевіряти правильність кріплення молотка. Ручка молотка після насадки повинна бути розклинена.
7. Виконувати рубання тільки гостро заточеним інструментом.
8. Не можна бити по важелі лещат молотком або іншим предметом та застосовувати трубу для подовження важеля лещат.
9. При роботі на заточувальному верстаті і рубанні крихкого матеріалу обов’язково користуватися захисними окулярами.
10. При виправленні смугового і пруткового металу користуватися рукавицями.
11. Забороняється робити грубе виправлення заготівок у лещатах. Для цієї мети треба використовувати рихтувальну плиту.
12. Не здувати обпилювання ротом, щоб не засмітити очі.
13. Не працювати напилком без рукоятки чи напилком з розколотою рукояткою.
14. У випадку одержання травми негайно звернутися до навчального майстра.
15. Для попередження отруєння пилом, випаровуваннями хлористого водню, окису вуглецю, фтористих з'єднань, робочі місця паяльщиків повинні бути обладнані місцевою вентиляцією.
16. Припій і флюси містять речовини, що, потрапляючи до шлунку, можуть викликати отруєння. Тому після закінчення роботи і перед прийняттям їжі необхідно ретельно вимити руки.
17. При роботі електричними паяльниками варто дотримуватись мір захисту від поразки електричним струмом і правил безпеки при користуванні джерелами нагріву.
18. При роботі паяльником необхідно застосовувати електропаяльники з дерев'яною рукояткою, наносити розчин флюсу по шву пензликом або помазком із клоччя тонким шаром.
Для попередження пожежі й опіків нагріті паяльники треба складати на спеціальні металеві підставки. Після роботи з олов’яно-свинцевими припоями і кислотами необхідно ретельно мити руки.
1.2. Робоче місце слюсаря і його устаткування
Робоче місце – ділянка виробничої площі цеху, майстерні, закріпленої за робітником або бригадою робітників, яке має необхідне устаткування, пристосування, інструменти і матеріали для виконання визначеної роботи.
До організації робочого місця висувається ряд вимог:
- на робочому місці повинні знаходитися тільки ті предмети, що необхідні для виконання даного завдання;
- інструменти, заготівки і документація повинні розташовуватися в зоні досяжності простягнутих рук. При цьому ті предмети, якими користуються частіше, варто класти ближче;
- ріжучі або ударні інструменти, що беруть правою рукою, кладуть з правої сторони; ті, що беруть лівою рукою – з лівої сторони;
- за предметами постійного і тимчасового користування повинні бути закріплені визначені місця збереження і розташування;
- вимірювальні інструменти (штангенциркулі, косинці, лінійки, та ін.) зберігають у футлярах або дерев'яних коробках, різальні інструменти (напилки, мітчики, свердла та ін.) – на дерев'яних підставках (планшетах).
Робоче місце слюсаря в залежності від характеру виконуваної роботи може бути організоване по-різному. Більшість робочих місць обладнаються слюсарним верстаком, що представляє собою спеціальний стіл, на якому виконуються ручні роботи.
Одномісний слюсарний верстак (рис.1) складається з металевого каркаса, дерев'яної кришки, покритої сталевим листом, лінолеумом або фанерою, захисного екрана. На верстаку розміщуються лещата, світильник, поличка для вимірювального інструменту, планшет для робочого інструменту.

 Лещата рівнобіжні поворотні, будову яких представлено на рис.2, можуть повертатися і закріплюватися в будь-якому положенні, що є великою перевагою при обпилюванні складних за формою виробів. Правильний рух губки забезпечується точно пригнаним квадратним хвостовиком. Обертання відбувається на виступі плити, прикрученої до верстака.
Лещата рівнобіжні поворотні, будову яких представлено на рис.2, можуть повертатися і закріплюватися в будь-якому положенні, що є великою перевагою при обпилюванні складних за формою виробів. Правильний рух губки забезпечується точно пригнаним квадратним хвостовиком. Обертання відбувається на виступі плити, прикрученої до верстака.
Корпус лещат виробляють із сірого чавуну. Для продовження терміну служби губок і збільшення надійності затиску до їхніх робочих частин прикріплюють гвинтами призматичні губки з хрестоподібною насічкою. Вони виготовляються з інструментальної вуглецевої сталі У8 і піддаються термообробці – загартуванню, внаслідок чого здобувають підвищену твердість. На поверхні заготівки, що затискається, можуть залишатися вм'ятини. Щоб уникнути цього, під час затиску обробленої чистової поверхні деталі робочі частини губок закривають накладками (нагубниками), виготовленими з м'якої сталі, латуні або алюмінію.
2. ОСНОВНІ ВИДИ СЛЮСАРНИХ РОБІТ
2.1 Розмітка
Розмітка – операція з нанесення на заготовку ліній (рисок), які визначають контури деталі або місць, що підлягають обробці. Головне призначення розмітки – позначення границь, до яких треба обробляти заготівку. Розрізняють два види розмітки – площинну і просторову.

Рис.2 – Слюсарні лещата та їхня будова
Площинна розмітка – це нанесення розмічувальних ліній на пласких поверхнях (листовий, смуговий метал, поверхні литих і кованих заготівок).
При просторовій розмітці розмічувальні лінії наносять у декількох площинах. Причому, доводиться погоджувати розмітку окремих поверхонь поміж собою.
Розмітка здійснюється на розмічувальних плитах, що виробляються із сірого чавуну. Робочі поверхні плити добре обробляють. Малі плити встановлюють на столи, великі ставлять на фундамент.
Для розмітки застосовують такі інструменти: чертилки, лінійки, циркулі, розмічальні штангенциркулі, рейсмаси, косинці, кернери і молотки.
Чертилки слугують для нанесення ліній на поверхню, що розмічається, за допомогою лінійки, косинця або шаблона. Виготовляють чертилки з інструментальної сталі У10 або У12. Застосовують три типа чертилок – круглу, з відігнутим кінцем і з вставною голкою.
Кругла чертилка (рис.3,а) являє собою сталевий стрижень довжиною 150-200 мм діаметром 4-5 мм, один кінець якого загартований і загострений під кутом 15°, а інший зігнутий у кільце діаметром 25-30 мм.
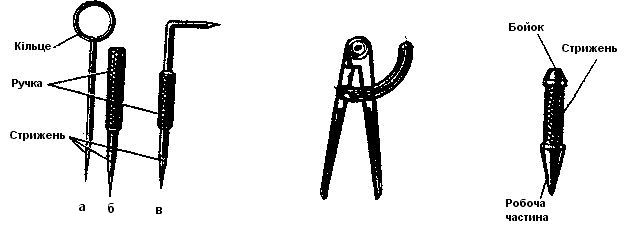
| Рис.3 – Чертилка а - дротова; б - точкова; в - з відігнутим кінцем | Рис.4 – Розмічувальний циркуль | Рис.5 – Кернер |

| Рис.6 – Косинці а - плаский; б - із широкою основою | Рис.7 – Розмічувальний молоток | Рис. 8 – Штангенциркуль ШЦ-1 з точністю відліку 0,1 мм |
Чертилка з вставною голкою (рис.3, б) має змінні сталеві загартовані стрижні. Лінійки призначені для нанесення по них прямих ліній. Для розмітки можна застосовувати звичайні металеві лінійки довжиною від 150 до 1000 мм.
Чертилка з відігнутим кінцем (рис.3, в) являє собою сталевий стрижень, загострений із двох сторін, один кінець якого відігнутий під кутом 90°. Відігнутим кінцем наносять риски у важкодоступних місцях.
Розмічувальні циркулі (рис.4) служать для нанесення кіл, дуг, розподілу відрізків на частини, перенесення розмірів і т.д.
Кернер (рис.5) застосовується для нанесення поглиблень (кернів) на попередньо розмічених лініях. Поглиблення робляться для того, щоб лінії були чітко видні, не витиралися в процесі обробки деталі. Довжина кернера 90-150 мм, діаметр 8-13 мм. Бічна поверхня кернерів накочується для зручності тримання в руці. Кернери роблять з вуглецевої інструментальної сталі У7А, У8А.
Розмічувальний штангенциркуль (рис.8) призначений для точної розмітки прямих ліній і центрів.
Щоб розмічувальні лінії були добре видні, поверхні перед розміткою фарбуються. Як фарбу застосовують розчин крейди, а для оброблених поверхонь – розчин мідного купоросу у воді або різні лаки. Підготовка до розмітки завершується вибором баз. Розмічувальними базами називаються лінії або поверхні, що є вихідними для початку розмітки і відкладення розмірів.
При площинній розмітці за бази приймаються оброблені зовнішні крайки заготівки (якщо немає оброблених поверхонь, їх обробляють або вирівнюють), осьові або центрові лінії. Усі розміри доцільно наносити від обраних баз. Це забезпечує велику точність розмітки.
 Застосовують наступні способи розмітки – за кресленням, за шаблоном, за зразком і по місцю.
Застосовують наступні способи розмітки – за кресленням, за шаблоном, за зразком і по місцю.
Розмітка за шаблоном (рис.9) звичайно виконується при виготовленні великих партій однакових за формою і розмірами деталей, іноді для розмітки навіть малих партій, але складних виробів. Шаблон виготовляють з листового матеріалу. При розмітці шаблон накладають на заготівку, потім проводять чертилкою по контуру шаблону.
Розмітку за зразком широко використовують при ремонтних роботах, коли розміри знімають безпосередньо з деталі, що вийшла з ладу, і переносять їх на матеріал, що розмічається.
Розмітку по місцю застосовують при зборці великих деталей. Одну деталь розмічають по інший, розташовуючи їх у такому положенні, у якому вони повинні бути з'єднані.
Нижче, на рис. 10, 11, 12 представлені елементи розмічувальних робіт.
ПОКАЗ ПРИЙОМІВ РОБОТИ
Майстер виробничого навчання демонструє інструменти і пристосування, застосовувані при площинній і просторовій розмітці. Потім на одному з робочих місць показує розмітку однієї-двох деталей.

а – по лінійці; б – по косинцю; в – рівнобіжних рисок;
Рис. 10. – Розмітка прямих рисок

Рис. 11. – Розмітка рисок під прямим кутом
| 
| 
|
Рис. 12. – Розмітка дуг окружностей і заокруглень
Показ розмітки деталі починається з підготовки її до розмітки. Деталь очищується, фарбується, встановлюється на плиті, потім виконується розмітка. Звертається увага на точність при розмітці, прийоми і правила накернення ліній.
ПРАКТИЧНА РОБОТА СТУДЕНТІВ
Кожен студент за допомогою розмічувальних інструментів робить розмітку якої-небудь деталі за завданням майстра виробничого навчання, який потім оцінює якість виконаної роботи.
2.2. Рубання металу
Рубання – операція, при виконанні якої за допомогою ріжучого інструмента зубила, крейцмейселя та ударного інструмента – слюсарного молотка з заготівки знімаються зайві шари металу або заготівка розділюється на частини. Рубання виконується в тих випадках, коли заготівку з якихось причин не вдається обробити на верстатах. Рубання найчастіше виконується як підготовча операція для наступної обробки заготівки. Воно застосовується для видалення з заготівки великих нерівностей, зняття задирків, гострих кутів, крайок на литих і штампованих заготівках, вирубування канавок, оброблення тріщин у заготівках під зварювання, а також коли необхідно від пруткового, смугового або листового металу відрубати якусь частину.
Слюсарне зубило (рис.13, а) складається з трьох частин – робочої, середньої й ударної, виготовлюється з інструментальної вуглецевої стали У7А, У8А. Робоча частина зубила являє собою стрижень із клиноподібною ріжучою частиною (рис. 13, б), заточеною на кінці під визначеним кутом. Середня частина служить для утримання зубила в руці. Ударна частина зроблена звужуючоюся догори, вершина її закруглена. Кут загострення (β) обирається в залежності від твердості оброблюваного металу:
- для твердих матеріалів (тверда сталь, бронза, чавун) - 70°;
- для матеріалів середньої твердості (сталь) - 60°;
- для м'яких матеріалів (латунь, мідь, титанові сплави) - 45°;
- для алюмінієвих сплавів - 35°.
 а)
а)
|  б)
б)
|
а – зубило; б – ріжуча крайка зубила;
Рис. 13. – Слюсарне зубило
Зубила виготовляють довжиною від 100 до 200 мм, з шириною робочої частини від 5 до 25 мм. Робоча й ударна частини зубила після термічної обробки мають підвищену твердість.
Крейцмейсель (рис.14) відрізняється від зубила більш вузькою ріжучою крайкою, призначений для вирубання вузьких канавок, шпонкових пазів і т.п.

Рис.14 – Крейцмейсель
Для вирубання профільних канавок – напівкруглих, двогранних та інших застосовують спеціальні крейцмейселі, так звані канавочники, що відрізняються від крейцмейселя тільки формою ріжучої крайки.
Слюсарні сталеві молотки (рис.15) виготовляються масою від 50 до 1000 г із квадратним (а) або круглим (б) бойком. Вони складаються з голівки 1, рукоятки 2 і клини 3. Голівку виготовляють зі сталі 50 або У7, її робочі частини – бойок А та клиноподібної форми носок Б гартують, в середній частині міститься овальний отвір для кріплення рукоятки.
 Рукоятки молотків роблять із твердих порід дерева (кизилу, горобини, дуба, клена, граба, берези) або з синтетичних матеріалів. Крім звичайних сталевих молотків у деяких випадках, наприклад, при зборці машин, застосовують так звані м'які молотки з вставками з міді, фібри, свинцю й алюмінієвих сплавів. При ударі такими молотками поверхня матеріалу майже не ушкоджується.
Рукоятки молотків роблять із твердих порід дерева (кизилу, горобини, дуба, клена, граба, берези) або з синтетичних матеріалів. Крім звичайних сталевих молотків у деяких випадках, наприклад, при зборці машин, застосовують так звані м'які молотки з вставками з міді, фібри, свинцю й алюмінієвих сплавів. При ударі такими молотками поверхня матеріалу майже не ушкоджується.
Рубання металу здійснюють у лещатах на плиті або на ковадлі (рис.16). При рубанні використовують, крім описаного вище інструменту, лещата рівнобіжні, плити для рубання, ковадла й окуляри захисні.
Технологія рубання металу за рівнем губок лещат. Закріпити заготівку таким чином, щоб риска розмітки знаходилася точно на рівні губок, причому заготівка не повинна виступати за правий торець губок.

а - у лещатах; б - на плиті; в - на ковадлі;
Рис.16. – Види рубання
Встати прямо так, щоб корпус був ліворуч від осі лещат (під кутом 45°). Ліва нога повинна бути перед правою на півкроку (рис.17). Взяти зубило чотирма пальцями лівої руки на відстані 20-25 мм від ударної частини його бойка, великий палець накласти на вказівний. Взяти молоток правою рукою за рукоятку на відстані 15-30 мм від її кінця так, щоб чотири пальці охоплювали рукоятку, а великий був накладений на вказівний.

| 
|
| Рис. 17. – Робоча поза при рубанні | Рис. 18. – Положення зубила при рубанні |
Встановити зубило на виступаючий з лещат край заготівки з правої сторони так, щоб рубання виконувати серединою леза (кут між заготівкою і віссю зубила 45°, кут нахилу зубила 30...35°, рис.18). При рубанні дивитися не на голівку, а на ріжучу крайку зубила. Після кожного удару переставляти зубило ліворуч.
Технологія рубання металу на плиті. Смугу покласти на плиту (ковадло), встановити зубило вертикально на риску і надрубати смугу з однієї сторони на половину товщини.
Надрубати смугу за рискою зі зворотньої сторони. Надрубану смугу обережно переломити в лещатах або на плиті. Пруток підрубати з усіх боків, повертаючи його під час рубання, і переломити як і смугу. Листовий метал розрубують з однієї сторони за кілька проходів.
ПОКАЗ ПРИЙОМІВ РОБОТИ
Майстер виробничого навчання показує пристосування й інструменти, застосовувані при рубанні, правила закріплення заготівок у лещатах, можливі дефекти від неправильного закріплення, правила рубання на плиті і на ковадлі, розповідає про особливості рубання крихких матеріалів (чавуну і бронзи).
ПРАКТИЧНА РОБОТА СТУДЕНТІВ
Рубання студенти роблять на плиті й у лещатах на рівні губок. Студенти повинні набути визначених навичок тримання зубила, молотка, нанесення ударів за силою і точністю.
При оцінці роботи враховується якість обробленого виробу, правильність застосовуваних прийомів, швидкість виконання.
2.3. Різання металу
При різанні металу застосовуються ножиці ручні, стільцеві, важелеві і механічні, кусачки і гострогубці, труборізи, ножівки ручні і привідні, круглі привідні пилки, преси і диски без зубів.
Найчастіше застосовується ручна ножівка. Вона складається з верстата і ножівкового полотна (рис. 19).
У слюсарних ножівках з цільним ножівковим станком (рис.19,а) закріплюються полотнини визначеної довжини, а в розсувних станках (рис.19,б) – полотнини різної довжини. Для установки полотнини у станок відвертають гайку-баранчик так, щоб середня частина натяжного гвинта виходила з втулки на 10-12 мм, розсовують косинці станка і фіксують їх так, щоб відстань між отворами в хвостовику і натяжному гвинті дорівнювала відстані між отворами полотнини; вставляється полотнина в проріз хвостовика так, щоб зуби його були спрямовані від рукоятки; в отвори натяжного гвинта, хвостовика і полотнини вставляються штифти.
Потім натягають полотнину, обертаючи гайку-баранчик. Ступінь натягу перевіряють легким натисканням пальця на полотнину збоку; якщо полотнина не прогинається, натяг вважається достатнім.

а

б
а – з цільним станком; б – основні частини розсувного станка;
Рис. 19. – Ручна ножівка
Технологія різання металу ручною ножівкою здійснюється в такий спосіб.
Закріпити заготівку в лещатах так, щоб частина, що відрізається, знаходилася ліворуч від лещат, а лінія різання була на відстані від губок на 15-20 мм, і зробити поглиблення 1,5 - 2,0 мм.
Стати так, щоб праве плече знаходилося навпроти гвинта лещат. Корпус розгорнути вправо (під кутом 45° до осі лещат). Ступні поставити так, щоб вони утворили кут 60-70° (при цьому відстань між п'ятами повинна бути 200-300 мм) (рис.20).
|
  Права рука Ліва рука
Рис.21. – Положення рук при роботі ножівкою
Права рука Ліва рука
Рис.21. – Положення рук при роботі ножівкою
|
Рукоятку ножівки охопити пальцями правої руки (кінець рукоятки при цьому повинний упиратися в середину долоні, а великий палець – лежати на рукоятці зверху, уздовж неї) (рис.21).
Лівою рукою взяти рамку ножівки так, щоб великий палець знаходився усередині рамки, а інші охоплювали баранчик і натяжний гвинт рухомої голівки.
Під час роботи ножівкове полотно повинне знаходитися в горизонтальному положенні, і в роботі застосовуватися не менше 3/4 його довжини.
Натискати на ножівку тільки при русі її вперед. Закінчуючи різання, натискання на ножівку послабити і підтримувати частину заготівки, що відрізається, рукою.
Якщо розріз досить великий і при звичайній установці полотнини при різанні заважає станок, то полотнину повертають на 90° (рис.22).
При різанні заготівок, що мають ребра або гострі крайки, дотримуйтесь наступного правила: різання повинне йти від площини до ребра, щоб не зламати зуби полотнини (рис.23).
При роботі ножівкою дотримуються наступних правил:
1) вироб повинен бути міцно затиснутий в лещатах;
2) надавлювати на ножівку необхідно тільки при робочому ході;
3) відведення ножівки убік може походити від слабкого натягу полотнини;
4) число подвійних ходів у хвилину встановлюється в межах 40-50;
|
|
Тонколистовий метал можна різати спеціальними ножицями (рис.24, 25): тверді сталеві аркуші товщиною до 0,7 мм, м'яку сталь – до 1 мм, мідь і латунь – до 1,5 мм.
| |||
| |||
Для збільшення тиску між ножами ножиців при різанні твердого металу одну ручку ножиців затискають у лещатах, а до іншої додають зусилля правою рукою (рис.26).
| |||
| |||
Важелеві ножиці (рис.27) слугують для різання листового матеріалу, тонких прутків і профільного матеріалу.
ПОКАЗ ПРИЙОМІВ РОБОТИ
Майстер виробничого навчання показує інструменти і пристосування, застосовувані при різанні металу, правила закріплення заготівки в лещатах, прийоми різання металу ручною ножівкою і ножицями з дотриманням правил техніки безпеки.
ПРАКТИЧНА РОБОТА СТУДЕНТІВ
Студенти повинні надбати визначених навичок в розрізанні листового, пруткового і смугового матеріалу, труб. При оцінці роботи враховується якість виконаної роботи, правильність застосовуваних прийомів, безпека роботи.
2.4. Обпилювання
Обпилюванням називається операція зняття з оброблюваного виробу шару металу (припуску) за допомогою ріжучого інструменту, що називається напилком.
Обпилювання звичайно виконують після рубання або різання ножівкою, а також при припасуванні деталей під час зборки. Розрізняють обпилювання пласких і криволінійних кутових, рівнобіжних і фасонних поверхонь.
Обпилювання поверхні підрозділяється на попереднє (чорнове) і остаточне (чистове й оздоблювальне).
Напилок являє собою сталевий брусок визначеного профілю і довжини, на поверхні якого мається насічка (рис.28, 29).
| |||
| |||
У залежності від числа насічок на 10 мм довжини напилки підрозділяють на драчові № 0 і 1, личкувальні № 2 і 3 і бархатні № 4 і 5. Драчовий № 0 має саму глибоку насічку. При довжині драчового напилку 100 мм число насічок на довжині 10 мм складає 14, у той час як бархатний № 5 має дуже дрібну насічку і 56 насічок на 10 мм при тій же довжині напилка.
Напилки бувають з одинарною і подвійною насічками. Напилки з одинарною насічкою використовують при обпилюванні м'яких металів.
Напилки за формою бувають плоскі, квадратні, тригранні, ромбічні, овальні, лінзові, напівкруглі і круглі (рис.30).
Стати перед лещатами упівобороту до них, тобто повернувши на 45° до осі лещат. Напилок взяти в праву руку за ручку, упираючись її голівкою в долоню, великий палець покласти уздовж ручки, іншими пальцями підтримувати ручку знизу. Поклавши напилок на оброблювану поверхню, накласти ліву руку долонею впоперек напилка на відстані 20-30 мм від його кінця (рис.31).
Обпилювання необхідно здійснювати в такий спосіб.
Затиснути вироб у лещатах так, щоб оброблювана поверхня виступала над губками лещат на висоту 5-10 мм.

| 
|

| 
|

|
Рис.30. – Форми робочої частини напилків
|
Права рука від ліктя до кисті повинна складати з напилком пряму лінію. Напилок переміщати обома руками вперед (від себе) і назад (на себе) плавно, притім усією його довжиною. В міру просування напилка вперед, підсилювати натиск правої руки і послабляти натиск лівої руки. При русі напилка назад, натиск на нього не робити (рис.32).
|
 |
Якість обпилювання поверхні перевіряють по штрихах:
- якщо штрихи від попереднього проходу цілком зникли при повторному проході, то поверхня обпиляна правильно;
- якщо від попереднього проходу залишаються штрихи, виходить, у цих місцях западини.
При обпилюванні сполучених пласких поверхонь спочатку обпилюють з перевіркою лінійкою одну з поверхонь, що сполучаються, потім косинцем перевіряють попередньо кут між обробленою (базовою) і необробленою поверхнями; використовуючи накладні губки закріплюють заготівку в лещатах неопрацьованою поверхнею нагору, обпилюють виступаючі місця на оброблюваній поверхні перехресним обпилюванням, періодично перевіряючи кут косинцем і площину лінійкою.
ПОКАЗ ПРИЙОМІВ РОБОТИ
Майстер виробничого навчання показує інструменти і пристосування, застосовувані при обпилюванні, прийоми обпилювання пласких поверхонь різними методами, обпилювання сполучених пласких поверхонь, а також прийоми використання перевірочного і вимірювального інструменту при обпилюванні.
ПРАКТИЧНА РОБОТА СТУДЕНТІВ
Студенти повинні надбати визначених навичок в обпилюванні пласких, фасонних і сполучених поверхонь заготівок, а також опанувати методи контролю якості виготовлення виробів.
2.5. Шабрування
Шабруванням називається обробка поверхні виробу шляхом зіскаблювання тонкого шару металу різальним інструментом – шабером. Застосовується шабрування в тих випадках, коли після попередньої обробки різцем, напилком або іншим різальним інструментом необхідно одержати гладкі поверхні тертя, забезпечити щільне прилягання поверхонь, що сполучаються, і герметичність з'єднання деталей.
Шабери – це сталеві смуги прямокутного або тригранного перетину з ріжучими крайками на одному кінці. Шабери призначаються для кінцевої обробки пласких і криволінійних поверхонь, сполучаємих деталей. Прямолінійні поверхні оброблюють пласкими шаберами, а криволінійні – тригранними і спеціальними шаберами.
Шабрування необхідно здійснювати в такий спосіб. На перевірочну плиту нанести тонкий шар фарби. Узяти деталь, плавно опустити її оброблюваною поверхнею на плиту і переміщати рівномірно в різних напрямках.
Підняти деталь і визначити стан шабруємої поверхні (на поверхні повинні бути плями фарби).
Закріпити деталь, узяти шабер у праву руку (як напилок), ліву накласти долонею на шабер у середній його частині зверху і чотирма пальцями охопити знизу.
Прийняти робоче положення (як при обпилюванні) і встановити шабер під кутом 30...40° до шабруємої поверхні.
Шабрувати тільки місця, покриті фарбою; шабер рухають уперед на 12...15 мм, знімаючи при цьому стружку товщиною 0,01...0,02 мм (рис.35).
| |||
| |||
Після шабрування всіх плям, покритих фарбою, поверхню деталі протерти насухо. Перевірити на перевірочній плиті і повторно шабрувати, змінюючи напрямок шабрування на 60...90° (рис.36).
Так продовжувати доти, доки кількість плям на виробі не досягне встановленої норми (встановлюється навчальним майстром).
ПОКАЗ ПРИЙОМІВ РОБОТИ
Майстер виробничого навчання показує інструменти, застосовувані при шабруванні, прийоми шабрування поверхонь (наприклад, вкладишів підшипників), прийоми перевірки якості шабрування.
ПРАКТИЧНА РОБОТА СТУДЕНТІВ
Студенти повинні надбати визначених навичок у виконанні процесу шабрування і перевірки якості обробки.
2.6. Притирання
Притирання застосовується, коли потрібне точне і повне сполучення працюючих поверхонь з метою одержання непроникності щодо рідин і газів, наприклад у пробкових кранах або клапанах газорозподільних механізмів двигунів внутрішнього згоряння, або з метою одержання найвищої точності профілю чи розмірів, наприклад у вимірювальних інструментах.
Притирання розділяється на первісне чорнове притирання і на доведення. Точність доведення від 0,002 мм до 0,0002 мм.
Притирання виконується за допомогою шліфувальних матеріалів (абразивів) в вигляді порошків і паст. Шліфувальний матеріал вводиться між оброблюваним виробом і притиром. Притири виготовляються з чавуну, міді або латуні, тому що матеріал притиру завжди повинний бути м'якіше від матеріалу виробу для кращого вдавлення зерен шліфувального порошку у поверхню притирання. Оброблювані поверхні змазуються олією або змочуються водою.
 При притиранні деталей, що мають широкі пласкі поверхні, вони накладаються на плиту поверхнею притирання (рис. 37), злегка притискаються до неї і переміщуються по всій поверхні плити зворотньо-поступальними або круговими рухами. Після 20-30 рухів віддаляється відпрацьована маса з притираємої поверхні, наноситься свіжий шар порошку або пасти. Процес повторюється до одержання відповідного виду виробу.
При притиранні деталей, що мають широкі пласкі поверхні, вони накладаються на плиту поверхнею притирання (рис. 37), злегка притискаються до неї і переміщуються по всій поверхні плити зворотньо-поступальними або круговими рухами. Після 20-30 рухів віддаляється відпрацьована маса з притираємої поверхні, наноситься свіжий шар порошку або пасти. Процес повторюється до одержання відповідного виду виробу.
При притиранні криволінійних поверхонь (наприклад, пробка крана до гнізда) замість притирання користуються деталлю, що у роботі стикається з оброблюваною поверхнею (рис.38).
При притиранні пробки крана до гнізда змащують пробку сумішшю гасу і олії, наносять на пробку абразивний порошок або пасту і вставляють у гніздо. Прокручують пробку спочатку в одну, потім в іншу сторону поперемінно на 30-40°; після декількох таких рухів повертають пробку навколо вісі. Після 12-15 рухів змивають відпрацьовану масу і заміняють абразив.
|
|
ПОКАЗ ПРИЙОМІВ РОБОТИ
Майстер виробничого навчання показує інструмент, пристосування, абразивні матеріали, застосовувані для притирання, прийоми притирання і методи контролю якості виготовлення.
ПРАКТИЧНА РОБОТА СТУДЕНТІВ
Студенти повинні надбати визначених навичок у виконанні процесу притирання пласких і криволінійних поверхонь, у виборі абразивного матеріалу і контролю якості притираємих деталей.
2.7. Свердління
Свердління застосовується для одержання отворів у суцільному матеріалі і виробляється за допомогою свердл на свердлильних верстатах або вручну: дрилем, коловоротом. Існують різні види свердл: пірьові, гарматні (для свердління глибоких отворів) і спіральні. Останні одержали найбільше поширення. Під час свердління ріжуча частина свердла (рис.40) врізається в матеріал виробу і знімає стружку, що потім відводиться через гвинтові канавки, розташовані на направляючій частині. Стрічечка дозволяє зменшити тертя свердла об стінки отвору. Хвостовик з лапкою служить для закріплення свердла у свердлильних патронах (рис.41), у перехідних конічних втулках або безпосередньо в шпинделі свердлильного верстата.
|
| |||||
| |||||
|
ПОКАЗ ПРИЙОМІВ РОБОТИ
Майстер виробничого навчання показує інструмент, пристосування, верстат для свердління отворів, знайомить студентів із прийомами безпечної роботи на свердлильному верстаті.
ПРАКТИЧНА РОБОТА СТУДЕНТІВ
Студенти повинні надбати навичок щодо підготовки заготівки до свердління, установки свердла на свердлильному верстаті, настроювання верстата, свердління отворів з дотриманням правил техніки безпеки.
2.8. Нарізування різьби
Нарізування різьби – це операція утворення гвинтової поверхні на зовнішній або внутрішній циліндричній чи конічній поверхнях деталі.
Нарізування різьби на зовнішніх циліндричних поверхнях здійснюється за допомогою плашок, що встановлюються в плашкоутримувачі (воротки).
Нарізування різьби в отворах здійснюють за допомогою мітчиків. Звичайно використовують комплект, що складається з трьох мітчиків: чорнового, позначеного одною рискою або цифрою 1; середнього, позначеного двома рисками або цифрою 2; і чистового, позначеного трьома рисками або цифрою 3.
Діаметр отвору під метричну різьбу можна розрахувати за наближеною формулою (2.1):
 , (2.1)
, (2.1)
де d 0 – діаметр отвору, мм;
d – відомий діаметр різьби (зовнішній діаметр), мм;
Р – крок різьби, мм.
Діаметр стрижня під метричну різьбу можна розрахувати за наближеною формулою (2.2):
 . (2.2)
. (2.2)
Нарізування зовнішньої різьби. Для підготовки плашкоутримувача (рис.44) до роботи необхідно злегка відвернути всі гвинти, вставити плашку (рис.45) до гнізда так, щоб клеймо на плашці було назовні, а поглиблення розташовувалися проти стопорних гвинтів і закріпити плашку в голівці плашкоутримувача. Потім підбирають діаметр стрижня, користуючись формулою (2.2).
Для забезпечення врізання обпилюють на верхньому кінці стрижня фаску. Закріплюють стрижень у лещатах вертикально так, щоб виступаюча над губками частина його була на 20-25 мм більше довжини нарізаємої частини. Змащують кінець стрижня олією. Накладають плашку на кінець стрижня так, щоб клеймо було внизу і, натискаючи на корпус плашкоутримувача долонею правої руки, лівою обертають його за рукоятку за годинною стрілкою до повного врізання плашки (рис.46) і прорізають стрижень на необхідну довжину за один прохід, обертаючи плашку за рукоятку за годинною стрілкою на один-два оборота і на пів-обороту назад (для зрізу стружки), при цьому густо змащують плашку олією. Знімається плашка зі стрижня зворотнім обертанням.
 |
 |
Нарізування внутрішньої різьби. Користуючись формулою (2.1) підбирають свердло потрібного діаметру і просвердлюють у заготівці отвір. Потім підбирають необхідні мітчики (рис. 47, 48) і закріплюють заготівку в лещатах. Змащують робочу поверхню першого (чорнового) мітчика олією і вставляють його забірною частиною в отвір заготівки. Надягають на хвостовик мітчика вороток (рис.49) і, натискаючи правою рукою на мітчик униз, лівою обертають вороток за годинною стрілкою до врізання мітчика в метал на кілька ниток (рис.50). Нарізають різьбу, обертаючи мітчик за рукоятку воротка за годинною стрілкою на один-два оборота і на пів-обороту назад до повного входу робочої частини мітчика в отвір (рис.51).
Вивертають мітчик зворотнім ходом і прорізають різьбу другим і третім мітчиками. Перевіряють якість різьби зовнішнім оглядом або різьбовим калібром – пробкою.
 |
При нарізуванні різьби в глухих отворах після кожних двох-трьох робочих оборотів викручують мітчик і очищають отвір від стружки.
ПОКАЗ ПРИЙОМІВ РОБОТИ
Майстер виробничого навчання показує інструменти для нарізування зовнішньої і внутрішньої різьби, прийоми нарізування різьби і контроль якості нарізаної різьби.
ПРАКТИЧНА РОБОТА СТУДЕНТІВ
Студенти повинні надбати навичок у виборі різьбового інструмента, у підборі необхідного діаметра стрижня для нарізування зовнішньої різьби і діаметра свердла при свердлінні отвору в заготівці при нарізуванні внутрішньої різьби, уміти нарізати внутрішню і зовнішню різьби, контролювати якість різьбонарізальних робіт.
2.9. Паяння
Паяння – процес одержання нероз'ємного з'єднання матеріалів з нагріванням нижче температури їхнього автономного розплавлювання шляхом змочування, розтікання і заповнення зазору між ними розплавленим припоєм і зчеплення їх при кристалізації.
Припій має температуру плавлення нижче температури плавлення металів, що з'єднуються, і заповнює зазор між з'єднуємими поверхнями за рахунок дії капілярних сил. При охолодженні припій кристалізується і утворює міцний зв'язок між заготівками.
До паяння належить також процес роз'єднання готових з'єднань, отриманих паянням – розпаювання. Розпаювання не реалізується для з'єднань, отриманих дифузійним паянням, при якому елемент-депресант припою цілком або майже цілком дифундує в метали, що спаюються, і температура автономного плавлення паяного шва наближується до температури автономного плавлення металу, що паяється.
За температурою процесу розрізняють:
- низькотемпературне паяння (до 450 °С);
- високотемпературне паяння (понад 450 °С).
Матеріали, що застосовуються при паянні.
Припій. Припій – це метал або сплав, що вводиться в зазор між з'єднуваними деталям або утворюється між ними в процесі паяння, який має більш низьку температуру початку автономного плавлення, ніж спаювані матеріали.
За фізичними властивостями розрізняють м'які і тверді припої.
До м'яких припоїв відносяться особливо легкоплавкі (до 145°С) та легкоплавкі (від 145°С до 450°С); до твердих – середньоплавкі (від 450°С до 1100°С), високоплавкі (від 1100°С до 1850°С) і тугоплавкі (понад 1850°С).
М'які припої застосовуються:
- для паяння міді у виробах електротехнічного призначення: сплав Вуда (tпл = 60,5°С), сплав Розі (tпл = 94°С), ПОСВЗЗ (tпл= 130°С);
- для паяння електрорадіоапаратури при різних монтажних роботах, виробів з цинку, заліза, латуні, теплостійких мідних з'єднань: ПОС 40 (tпл = 235°С), ПОС 30 (tпл = 256°С), Kl (tпл = 325°С);
- для електроконтактного паяння з'єднань з алюмінію, міді і їхніх сплавів, сталі в різних сполученнях: цинкові припої (tпл = 380-415°С).
Тверді припої застосовують для паяння титана і його сплавів (В62 - tпл = 490-500°С), з'єднань в електроніці, приладобудуванні і машинобудуванні: П575А (tпл = 575 °С); ПСр55 (tпл = 850 °С); ПСр72 (tпл = 778 °С);. ПCр375(tпл=810°C).
Флюси паяльні. Паяльний флюс – це активна хімічна речовина, призначена для очищення і підтримки в чистоті спаюваних поверхонь металу з метою зниження поверхневого натягу і поліпшення розтікання рідкого припою.
До відомих флюсів належать тверді, пастообразні, рідкі і газоподібні.
Для низькотемпературного паяння як флюс застосовують каніфоль та її розчини в спирті або органічних розчинниках (гідразин, деревні смоли, вазелін). Більш активні флюси містять органічні кислоти (молочну, лимонну, олеїнову та ін.), а також їхні розчини у воді і спирті. Для ослаблення корозійної дії до цієї групи флюсів додають каніфоль або інші компоненти, що не викликають корозії. Велику групу високоактивних флюсів складають флюси на основі хлористого цинку і хромистого амонію. Хлоридні солі застосовують у вигляді твердої суміші, порошків, водних розчинів.
В таблиці 2.1 наведені склад та область застосування деяких паяльних флюсів.
Після паяння флюси завжди частково залишаються на виробі. Залишки флюсу псують зовнішній вигляд виробу, змінюють електропровідність, а деякі з них викликають корозію паяного шва. З цих причин після паяння залишки флюсу варто видаляти з паяного виробу.
Паяння паяльником. Найбільш простий метод паяння з нагріванням паяльником широко застосовують в багатьох областях техніки і в побуті. Найпростіший паяльник складається з мідного загостреного наконечника, закріпленого на сталевому стрижні з ручкою. Незалежно від способу нагрівання і конструкції основне призначення паяльника – нагрівання припою до розплавлювання, набирання розплавленого припою і нанесення його на вироб, що паяється, прогрівання металу у місці паяння, а також видалення надлишків розплавленого припою.
Таблиця 2.1 – Паяльні флюси
| Компоненти | Зміст у % | Область застосування |
| Каніфоль | Для паяння електро- і радіотехнічних приладів | |
| Каніфоль Спирт етиловий Кислота оцтова | Для паяння електро- і радіотехнічних приладів | |
| Триетаноламід Кадмій борфтористий Цинк борфтористий Амоній борфтористий | 82,5 2,5 | Для паяння оцинкованого заліза, алюмінію, бронзи берілієвої, міді та ін. металів. |
| Цинк хлористий Вода | Для паяння і лудіння заліза, чавуну, сталі, міді, латуні, бронзи, свинцю, нікелю, срібла. | |
| Кислота борна Бура Кальцій фтористий | Для паяння конструкційної, корозійностійкої та жароміцної сталі латунню і жароміцними припоями |
Паяльники з електричним обігрівом в залежності від роду виконуваних робіт випускають різних типорозмірів і потужностей. Вітчизняна промисловість випускає побутові електричні паяльники різної конструкції ДСТ 721977, розраховані на напругу 127 і 220 В з номінальною потужністю 35-200 Вт.
Наконечники паяльників повинні мати високу теплопровідність, добре обслуговуватися, володіти зниженим окалиноутворенням при температурах паяння, добре витримувати дію розплавленого олова і флюсів. Найпоширенішим матеріалом для виготовлення наконечників є чиста мідь.
Перед паянням в першу чергу необхідно підготувати паяльник. Для цього робочий кінець паяльника заточують під кутом 30-40° і зачищають від слідів окалини, зачищений паяльник нагрівають до 250-300°С, потім робочий кінець його занурюють у флюс і ретельно залужують припоєм, після цього паяльник готовий до роботи.
Підготовлене до паяння з'єднання очищають від пилу і жиру, бруду й окислів, покривають флюсом і розігрівають паяльником до потрібної температури. Коли шов підігріється до температури плавлення припою, полудженим кінцем паяльника захоплюють припій і переносять його в шов. Паяння виконують, пересуваючи паяльник по шву, завдяки чому розплавлений припій затікає до зазору. Під час паяння варто уважно стежити за температурою паяльника, не припускаючи його перегріву. Перегрів паяльника вище 400°С підвищує окалиноутворення та ускладнює обслуговування наконечника.
Підготовка деталей до паяння. Міцність і щільність паяного з'єднання будуть задовільними тільки в тому випадку, якщо припій добре заповнює зазор між спаюваними поверхнями а також має місце його дифузія до спаюваних поверхонь і взаємодія зі спаюваним металом. Це можливо тільки за умови повного змочування ділянок, що з'єднуються, припоєм. Змочування спаюваних стиків буде мати місце в тому випадку, якщо поверхні, що з'єднуються, виявляться вільними від забруднень окислами, а обраний припій за своїми фізичними властивостями буде здатен змочувати спаюваний метал.
Очищення забруднених поверхонь перед паянням виконують механічними або хімічними способами.
Механічна підготовка деталей під паяння може бути здійснена зачищенням напилками, металевими щітками, шліфувальними колами, шліфувальними шкурками або піскоструменевими апаратами. Після зачищення поверхню обдувають стисненим повітрям з метою видалення піщин, що залишилися.
Для знежирення можна використовувати бензин, трихлоретилен і різні луги. Знежирені деталі необхідно піддавати обов'язковому промиванню спочатку в гарячій, а потім у холодній воді. Окалина й іржа видаляється протравленням.
Травлення чорних металів здійснюється в 10-25%-вому розчині сірчаної кислоти при температурі 40-60°С, мідь і її сплави протравлюють у 10%-вому розчині сірчаної кислоти. Протравлені деталі ретельно промивають у проточній воді з наступним просушуванням. Поверхні, на яких не повинно бути припою після паяння, покривають пастами, що складаються з крейди або графіту, замішаних на воді.
В усіх випадках з'єднання деталей паянням необхідно стежити, щоб при зборці і паянні зберігався необхідний зазор між спаюваними поверхнями.
Технологія виконання паяного з'єднання приведена в таблиці 2.2.
Виконання паяних з'єднань різних типів

Примітка. Тип паяного з'єднання визначається взаємним розташуванням і формою спаюваних деталей у місці з'єднання
Рис.52. – Типи паяних з'єднань і форма поперечного
перерізу з'єднання
Таблиця 2.2. – Технологія виконання паяного з'єднання
| Найменування операції | Інструмент і пристосування |
| 1. В залежності від матеріалу спаюваних деталей і призначення з'єднання вибрати припій і флюс. | - |
| 2. Підготувати поверхні деталей до паяння (знежирити, якщо необхідно протравити, зачистити в місцях паяння). | Бензин або трихлоретилен, розчини кислот, напилок, шліфувальна шкурка. |
| 3. Зібрати вузол і нанести флюс в місцях паяння. | Пензлик або помазок. |
| 4. Підготувати паяльник до паяння. | Підставка під паяльник. |
| 5. Розплавити припій і нанести його на контактні поверхні. | Паяльник, пінцет або плоскогубці. |
| 6. Видалити надлишок флюсу і натеки припою. | Напилок, шліфувальна шкурка, гаряча і холодна вода. |
| 7. Контроль якості паяного з'єднання. |
3. СЛЮСАРНО-СКЛАДАЛЬНІ РОБОТИ
Слюсарно-складальні роботи виконуються при зборці вузлів з окремих деталей і при зборці машини з окремих вузлів. При зборці застосовуються всі основні види слюсарних робіт, у тому числі і пригін деталей, що збираються, у вузли з наступним регулюванням і перевіркою правильності роботи механізмів і машин. Слюсарно-ремонтні роботи спрямовані на підтримку працездатності устаткування і полягають у виправленні або заміні зношених чи ушкоджених деталей машин.
Стадії складального процесу. Первинним елементом машини (автомобіля, трактора, верстата і т.п.) є деталь (наприклад, болт, шпилька, кронштейн, гайка, шайба та ін.).
Комплект являє собою з'єднання двох або декількох деталей машин у найпростішу складальну одиницю, наприклад, вал із пригнаною шпонкою, кришка з кульковим підшипником.
Підвузол являє собою з'єднання декількох деталей з одним або декількома комплектами, наприклад вал коробки швидкостей токарського верстата з насадженими на нього зубчастими колесами, втулками, підшипниками та ін.
Вузол – з'єднання декількох деталей, одного або декількох комплектів або підвузлів, наприклад, для токарського верстата це коробки швидкостей, коробки подач, фартух, задня бабка. Характерною рисою вузла є його технологічна закінченість, що дозволяє виконувати зборку незалежно й окремо від інших елементів верстата.
Складальний процес складається з наступних послідовних стадій:
1. Ручна слюсарна обробка і підготовка до збирання окремих деталей: зачищення заусенців, зняття фасок та ін.
2. Вузлове збирання – з'єднання деталей у комплекти, підвузли, агрегати (механізми).
3. Загальне збирання – збирання всієї машини.
4. Регулювання – установка і вивірка правильності взаємодії частин та випробування машини.
4. ТЕХНІЧНЕ НОРМУВАННЯ
СЛЮСАРНО-СКЛАДАЛЬНИХ РОБІТ
Завданням технічного нормування є встановлення розрахункових норм часу на базі аналізу і перевірки виробничих можливостей, проектування найбільш раціонального технологічного режиму роботи та ефективної організації праці на робочому місці (рис.53).
 |
Рис.53. – Склад технічної норми часу
Технічною нормою часу називається час, встановлений для виконання визначеної роботи (операції), виходячи з повного використання виробничих можливостей робочого місця. Технічну норму часу встановлюють з огляду на кваліфікацію виконавця, який цілком опанував техніку на даному робочому місці, ефективний технологічний процес, максимальне використання устаткування при найвигідніших режимах його роботи, а також доцільні пристосування та інструменти, застосування найбільш раціональної організації праці і робочого місця.
Підготовчо-заключним часом (Тпз) називається час, витрачаємий на підготовку робочого місця для виконання визначеної роботи, а також час, пов'язаний з її закінченням. Сюди входять витрати робочого часу на ознайомлення з завданням, кресленням і технологічною картою, час на установку інструмента і пристосувань, їхнє зняття по закінченні збирання і здачу готової продукції ОТК.
Норма штучного часу (Тшт) складається з часу оперативної роботи, часу на обслуговування робочого місця і часу на відпочинок і природні потреби.
Час оперативної роботи (Топ), витрачаємий на складальну операцію, являє собою суму основного (технологічного) часу (То), що витрачається безпосередньо на процес зборки, і допоміжного (Тд). Останній витрачається виконавцем на ряд дій, пов'язаних з виконанням основної роботи – перемістити інструмент, зробити виміри, установити і вивірити деталь і т.п.
Час на обслуговування робочого місця (Тобсл) – це розкладення інструменту перед початком роботи, прибирання робочого місця в процесі роботи, заміна інструменту; збирання інструменту по закінченні роботи і передача робочого місця змінникові та ін., час на відпочинок і природні потреби (Твідп) виконавця.
Звичайно Тобсл складає 2...4 % від Toп, а Твідп – 2...6 % від Топ.
Норма штучного часу виражається наступною формулою (4.1):
Дата добавления: 2015-09-05; просмотров: 693 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| самое лучшее | | | Цель и задачи |
 Рис.20. – Положення корпусу і ніг при роботі ножівкою
Рис.20. – Положення корпусу і ніг при роботі ножівкою
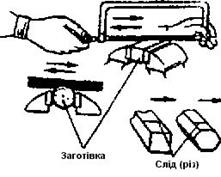 Рис.23. – Приклади нарізання розрізу заготівок, що мають ребра і гострі крайки
Рис.23. – Приклади нарізання розрізу заготівок, що мають ребра і гострі крайки
 Рис.22. – Виконання довгого розрізу
Рис.22. – Виконання довгого розрізу
 а – загальний вид;
б – схема різання;
Рис.24. – Ручні ножиці
а – загальний вид;
б – схема різання;
Рис.24. – Ручні ножиці
 Рис.25. – Ліві (а) і праві (б) ножиці
Рис.25. – Ліві (а) і праві (б) ножиці
 Рис.27. – Важелеві ножиці
Рис.27. – Важелеві ножиці
 Рис.26. – Прийоми різання ножицями, в яких одна ручка закріплена в лещатах
Рис.26. – Прийоми різання ножицями, в яких одна ручка закріплена в лещатах
 Рис.28. – Напилок
Рис.28. – Напилок
 Рис.29. – Види насічок напилків
Рис.29. – Види насічок напилків
 а, б - права рука; в - ліва рука;
Рис.31. – Положення рук при обпилюванні
а, б - права рука; в - ліва рука;
Рис.31. – Положення рук при обпилюванні
 Рис.32. – Координація зусиль рук при обпилюванні
Рис.32. – Координація зусиль рук при обпилюванні
 Рис.35. – Шабрування пласкої поверхні
Рис.35. – Шабрування пласкої поверхні
 Рис.36. – Перевірка якості шабрування
Рис.36. – Перевірка якості шабрування
 Рис.39. – Перевірка якості притирання
Рис.39. – Перевірка якості притирання
 Рис.38. – Притирання конічної поверхні
Рис.38. – Притирання конічної поверхні
 Рис.41. – Свердлильний патрон
Рис.41. – Свердлильний патрон
 Рис.40. – Спиральне свердло
Рис.40. – Спиральне свердло
 Рис.42. – Свердлильний верстат
Рис.42. – Свердлильний верстат
 Рис.43. – Машинні лещата
Рис.43. – Машинні лещата