|
Читайте также: |
На этих станках возможно двух координатное управление (число одновременно управляемых координат=2).
Эволюция развития консольных вертикально фрезерных станков:
6Р13 (станок с ручным управлением)→
6Р13Ф3 (имеет один шпиндель)
→6Р13РФ3→ГФ32171
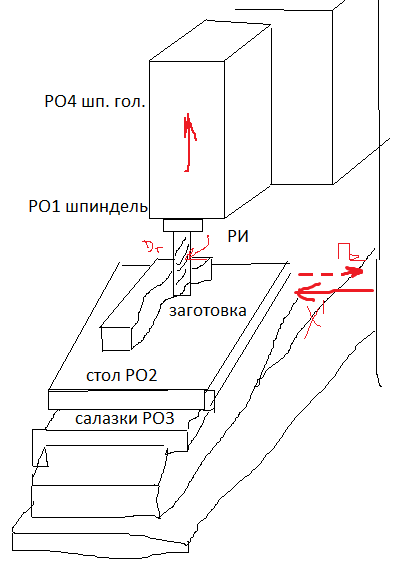
Основные узлы: по вертикальным направляющим установочно перемещается консоль, по горизонтальным направляющим которой в поперечном направлении ось у’ перемещаются салазки, а по направляющим салазок продольно перемещается стол (ось х). Сверху на привалочной плоскости станины закреплена шпиндельная головка, по вертикальным направляющим которой перемещается ползун ось z.
ПГД ИМЕЕТ ступенчатое регулирование и содержит:
Нерегулируемый АД, муфта, коробка скоростей, муфта, коническая и цилиндрическая передачи, РО-шпиндель.
УКБ: 
Приводы подач (бесступенчатое регулирование) выполнены по одному из двух исполнений:
1. Разомкнутые 6Р13Ф3-01 – регулируемый шаговый двигатель (М2, М3, М4), гидроусилитель момента, редуктор, ШВП – тяговое устройство, РО(стол, салазки, ползун)
ГФ2171С7
Назначение: предназначен для комплексной обработке в основном корпусных и призматических деталей. На ряду с фрезерованием можно выполнять сверление, зенкерование и растачивание отверстий, связанных точными координатными размерами. УЧПУ обеспечивают перемещение по трем основным координат (x, y, z). СТАНОК УНИФИЦИРОВАН ПО ОСНОВНЫМ УЗЛАМ СО Станком 6Ф13Ф3-37. Гидравлические механизмы крепления РИ зажим под пакеты тарельчатых пружин и привод ориентации шпиндель.
Поворот диска ИМ происходит от гидро двигателя через несколько понижающих передач в соотношении 12/43 и 20/31. Колесо с внутренним зацеплении жестко закреплено на диске ИМ. Двухзахватная каретка автооператора перемещается от гидромотора или гидро двигателя по криволинейной рейке, которая жестко связана с нижней направляющей, закрепленной на плите корпуса АО. Каретка одним из своих захватов приводимым в движение гидроцилиндром и зубчато реечной передачей берет РИ с оправкой из ИМ, и перемещаясь по направляющим качения, доставляет его к шпинделю станка. Вторым свободным захватом отработавший РИ забирается из шпинделя, после чего ставится новый. Затем каретка возвращается к ИМ, чтобы доставить в него отработавший инструмент и взять новый. Привод перемещения захватов АО по направляющим качения осуществляется специальным кривошипно кулисным механизмом.
Дата добавления: 2015-08-26; просмотров: 106 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Эволюция развития вертикально-сверлильных станков тип 1 | | | ИР500ПМФ4 |