Читайте также:
|
К разделительным операциям листовой штамповки относятся отрезка, вырубка и пробивка. В разделительных операциях этап пластического деформирования материала
обязательно завершается его разрушением.
Отрезка. Отрезка – полное отделение части заготовки по незамкнутому контуру путем сдвига. Отрезка осуществляется на ножницах с параллельными ножами, с наклонно расположенными ножами (гильотинные), с помощью дисковых ножей, с помощью отрезных штампов. Отрезку чаще всего применяют для разделения листа на полосы нужной ширины.
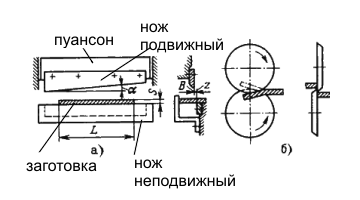
Рис. 7. Схемы отрезки: а) на гильотинных ножницах с наклонно расположенными
ножами; б) дисковыми ножами.
В ножницах с прямолинейным движением ножей (рис. 7а) в боковых направляющих станины вверх и вниз перемещается ползун (пуансон) с укрепленным на нем верхним ножом; нижний нож укреплен неподвижно в станине. Подъем и опускание верхнего ножа осуществляется кривошипно-шатунным механизмом. Разрезаемый лист укладывается на стол ножниц и прижимается к нему пневматическим или гидравлическим прижимами. В гильотинных ножницах режущие кромки ножей с целью уменьшения усилия резания наклонены друг к другу под углом створа α =1–5о. Лист подают до упора, определяющего ширину отрезаемой полосы В. Длина отрезаемой полосы L не должна превышать длины ножей.
Ножницы с вращательным движением режущих кромок – дисковые (рис. 1б) применяются для разрезания листовых полос неограниченной длины, а также для резки по криволинейному контуру. Вращение дисковых ножей обеспечивает не только разделение, но и подачу заготовки под действием сил трения. Режущие кромки ножей заходят одна за другую, это обеспечивает прямолинейность линии отрезки. Для обеспечения захвата и подачи заготовки диаметр ножей должен быть в 30…70 раз больше толщины заготовки, увеличиваясь с уменьшением коэффициента трения.
Вырубка и пробивка. Вырубка– отделение части заготовки по замкнутому контуру, при этом отделяемая часть является изделием. Пробивка – отделение части заготовки по замкнутому контуру, при этом отделяемая часть является отходом (рис. 8).
Таким образом, вырубкой (рис. 8а) формируют наружный контур детали, а пробивкой (рис. 8б) - внутренний контур (изготовление отверстий).
Основным технологическим параметром операций является радиальный зазор между пуансоном и матрицей  . Зазор
. Зазор  назначают в зависимости от толщины
назначают в зависимости от толщины  и механичес-ких свойств заготовки, он приближенно составляет
и механичес-ких свойств заготовки, он приближенно составляет  . Зазор при вырубке назна-чают за счет уменьшения размеров поперечного сечения пуансона, при пробивке – за счет увеличения отверстия в матрице.
. Зазор при вырубке назна-чают за счет уменьшения размеров поперечного сечения пуансона, при пробивке – за счет увеличения отверстия в матрице.
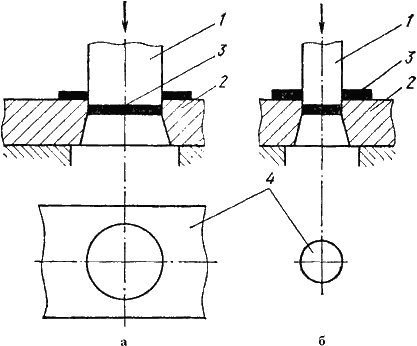
Рис. 8. Схема процессов вырубки (а) и пробивки (б)
1 – пуансон, 2 – матрица, 3 – изделие, 4 – отход
Дата добавления: 2015-08-17; просмотров: 49 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Введение. | | | Инструмент для формообразующих операций листовой штамповки. |