Читайте также:
|
1. В среднем можно считать, что в результате наклепа твердость поверхностного слоя в сравнении с первоначальной повышается
у алюминияна 90-100 %
у латуни на 60-70 %
у мягкой стали на 40-50 %
у твердой стали на20-30 %

|
2. Рассмотрим влияние некоторых характеристик метода обработки на
* способа воздействия,
* кинематических характеристик,
* обрабатывающего инструмента,
* скорости движения (при точении)
|
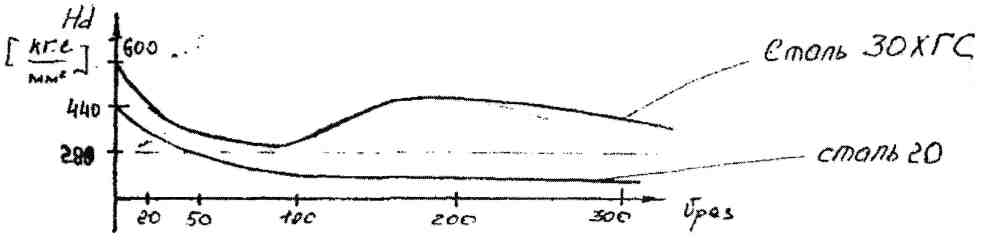
С увеличением скорости резания величина наклепа и глубина уменьшается. При увеличении скорости резания уменьшается продолжительность воздействия деформирующих сил па поверхностный слой, что приводит к уменьшению наклепа. Одновременно с этим, при повышении скорости резания увеличивается трение и выделение тепла в зоне резания, ускоряющего протекание отдыха металла. Поэтому для металлов, не претерпевающих при резании структурных изменений, при повышении скорости резания, снимается наклёп
|
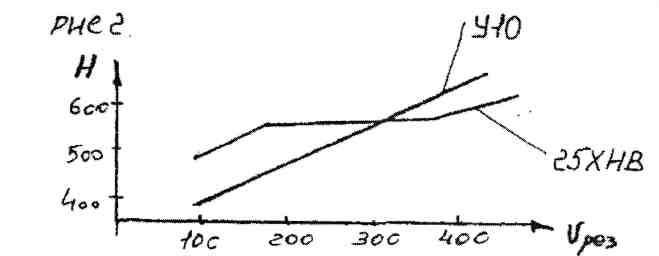
В процессе обработки сталей (например У10), претерпевавших структурные изменения (рис2), при увеличении скорости резания возрастание теплоты может вызвать поверхностную закалку, что обуславливает повышение микретвёрдости металла поверхностного слоя. Однако в этом случае упрочнение поверхностного слоя будет связано не с наклёпом» а с его структурными изменениями.
Увеличение подачи повышает степень наклёпа, (при точении и фрезеровании).
Увеличение температуры повышает степень наклёпа.
Общие закономерности возникновения наклёпа сохраняются и при абразивной обработке.
* режущий инструмент
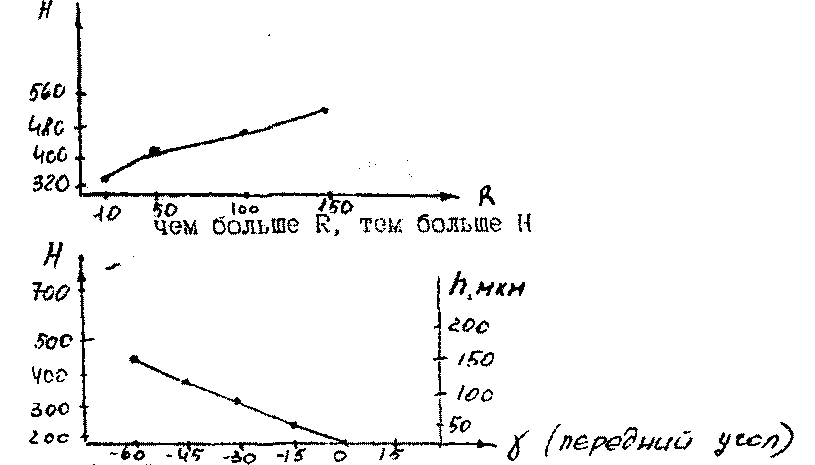
Наклеп нового слоя повышается при переходе от положительных передних углов в отрицательным. Во всех указанных случаях увеличение наклёпасвязано с усилением степени пластической деформации в связи с ростом усилия резания.
Глубина изменённ ых слоев..
Глубина обезуглероженного слоя у заготовокполученных:
* свободной ковкой 500-1000 мкм
* у горячештампованяых
А. Отливки из СЧ имеют перлитную корку глубиной до 300 мкм
В. Отливки из стали имеют зону обезуглероживания глубиной до 200 мкм
Глубина упрочнённого слоя.
* черновая обработка резанием 0.1-0.5 мм (100-500)
* *шлифование 0.04-0.06 мм (40-60)
* Полирование 0.02-0.04 мм (20-400
* упрочняющие методы обработки 0.5-10 мм
Дата добавления: 2015-08-17; просмотров: 63 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Связи f трения с направлением неровностей и их высотой. | | | Причины возникновения остаточных напряжений |