Читайте также:
|
I. Трение и износ,
Связаны с высотой, формой неровностей и направлением штрихов обработки.

|
На рис. даны кривые износа поверхностей, обработанных различными методами с различной шероховатостью.
I - период приработки
II - период нормального износа
III - период повышенного износа
Эксплуатационный износ характеризуется одинаковым углом наклона кривых износа, свойственным данным материалам и условиям работы.
Продолжительность работы трущихся пар до границы допустимого износа будет различной в зависимости от шероховатости.
В начальный период работы трущихся поверхностей их контакт происходит по вершинам неровностей. В результате фактическая поверхность соприкосновения составляет лишь небольшой процент от расчетной, поэтому в местах фактического контакта,.по вершинам неровностей, возникают большие давления, часто превышавшие предел текучести и даже предел прочности трущихся металлов.
Под действием этих давлений при взаимном перемещении происходит срез, отламывание и пластический сдвиг вершин неровностей; приводящие к интенсивному начальному износу трущихся деталей и увеличению зазоров трущейся пары.
При работе деталей в легких и средних условиях высота неровностей в период начального износа трущихся поверхностей уменьшается на 65-75%, что приводит к снижению фактического давления.
Практика показывает, что при определенных условиях уменьшение шероховатости трущихся поверхностей» для повышения их износостойкости целесообразно производить до определенного предела.
На очень чистых поверхностях смазка удерживается хуже, в результате:
а) увеличение износа;
б) схватывание сопряженных деталей из-за возникновения сухого трения.
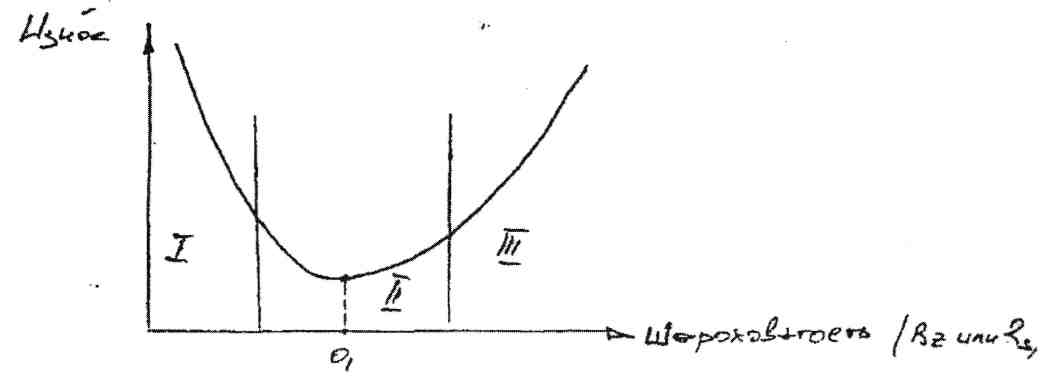
О1 - оптимальная высота неровностей.
I зона - износ за счет молекулярного трения.
II зона - износ за счет молекулярного и механического трения.
III зона - главным образом механический износ (пласт, деформ., срезание, разрушение).
Уменьшение Rzпротив оптимального приводит к резкому возрастанию износа в связи с возникновением молекулярного сцепления и заедания плотно соприкасающихся поверхностей повышенной гладкости.
Результат: 1) выдавливание смазки;
2) плохая смачиваемость смазкой зеркально чистых поверхностей.
Дата добавления: 2015-08-17; просмотров: 57 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Влияние способа установки заготовки при обработке на шероховатость поверхности. | | | Связи f трения с направлением неровностей и их высотой. |