Читайте также:
|
Р - уровень сечения профиля Rmax - наибольшая высота неровностей профиля. Значение уровня сеченая профиля отсчитывается от линии выступов в % к наибольшей высоте неровностей профиля Rmax. Числовые значения tp % и р % выбирают из ряда:
tp % 10 15 20... 90
р % 5 10 15... 90.
Выбор параметров шеро ховатости устанавливается исходя из функционального назначения поверхностей деталей, их конструктивных особенностей, технологических факторов, а также учитываются реальные возможности контроля параметров с необходимой точностью, а также экономическая сторона процесса контроля.
Например: 1. Для трущихся поверхностей ответственных деталей устанавливают допустимые значения Ra (или Rz), Rmax и tp, а также направление неровностей.
2. Для поверхностей циклически нагруженных ответственных деталей
- Rmax Sm и S итд.
При выборе Ra или Rz следует иметь в виду: по Ra - более полная оценка шероховатости.
3. Износостойкости, контактная жесткость, прочность прессовых посадок и др. эксплуатационные св-ва сопрягаемых поверхностей деталей, связаны с Фактической площадью их контакта.
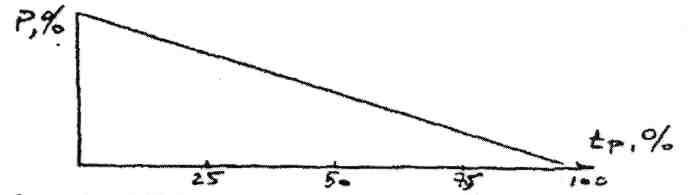
Для определения спорной площади, которая будет образована при рабочей нагрузке, строят кривые опо рн ой длины профиля lР.
Для этого расстояния между линиями выступов и впадин делят нанесколько уровней сечения профиля с соответствующими значениями Р. Для каждого сечения профиля определяют значения tp по формуле:
и откладывают его на абсциссе, а расстояние Р для каждого сечения профиля определяют по формуле:

по оси ординат.
Соединив точки пересечений значений tp и Р каждого сечения, получаю т кривую нарастания опорной длины профиля.
При выборе tp следует учитывать, что с увеличением tp требуются асе более трудоемкие процессы обработки.
Например, при t=25% (определенной по средней линии профиля) можно применять чистовое точение, а при tp=40% - хомингование.
Значение L выбирают не в зависимости от Ra (или Rz). а исходя из требований к шероховатости поверхностей. (Раньше было много нареканий на ГОСТ. т. к. некоторых L надо было больше, некоторых меньше.)
Методы и средства измерения шероховатости.
* Метод качественной оценки
* Метод количественной оценки
Метод качественной оценки делится на два вида:
а) субъективная оценка:
б) объективная оценка.
При субъективной оценке рабочий или контролер оценивают шероховатость путем визуального наблюдения или ощупывания.
Могут быть применены приборы - лупа, микроскоп и тому подобное. Объективная оценка производится о помощью приборов (пневматических и фотоэлектрических) - рефлектометров и ротаметров.
Принцип действия рефле ктометров основан на изменении отражательной способности шероховатости поверхности в зависимости от высоты и Формы неровности. Рефлектометр состоит из источника света и фотодатчика (в него поступает отраженный свет). Рефлектометр преобразует изменение интенсивности света в ЭДС электрического тока, измеряемый вольтметром.
Принцип действия р отаметра основан на изменении расхода воздуха, проходящего через впадины шероховатой поверхности в зависимости от формы поверхности.
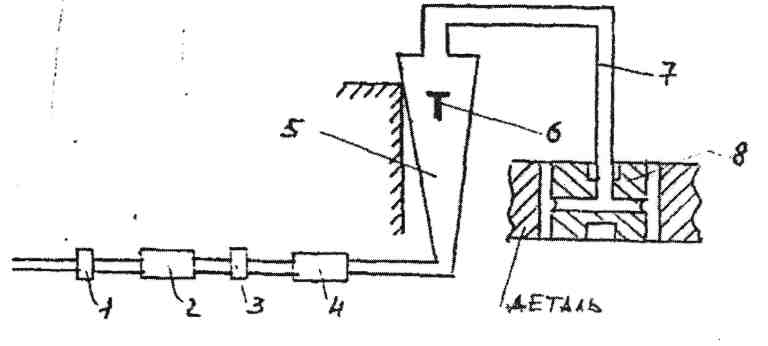
1, 3 Фильтры; 2. 4 стабилизаторы давления; 5 стеклянная трубка; 6 легкий металлический поплавок, поддерживаемый напором воздушного потока; -7 гибкий резиновый шланг; 8 калибр.
Чем больше шероховатость, тем больше кол-ва воздуха выйдет из выходных сопел калибра. Увеличение расхода воздуха заставит поток подняться выше.

Верхний конец трубки 5 гибким резиновым шлангом соединен с калибром 8,
Методы количественной оценки.
* прямые. с помощью а) щуповых приборов (профилометры. профилографы);
б) оптических приборов (двойной и интерференционный микроскопы).
* косвенные, с помощью.
а) образцов шероховатости;
б) интегральных методов.
Профилометры. (5-12 кл.}
Действие основано на ощупывании поверхности алмазной иглой, движущейся позаданной трассе. Механические колебания иглы преобразуют в электрические. На шкале показывающего прибора оценка шероховатости, в зависимости от характеристики преобразований» дается по Ra или Rq.
Профилографы. (3-14 кл.)
Применяют для записи микропрофиля поверхности в виде профилограмм, для воспроизведения профиля в увеличенном масштабе. При последующей обработке снятой профилограммы могут быть получены значения Ra и Rz.
Непригоден для цехового контроля.
Оптико-механическ ий профилограф.
Запись профилограммы производится световым лучом на фотопленке или пером самопишущего устройства на бумаге.
Вертикальное увеличение дается значительно больше чем горизонтальное.
Заводской калибр, шероховатость 5-14 кл. можно измерить с вертикальным увеличением от 1000 до 200000 раз и горизонтальное увеличение от 2 до 4000 раз.
Дата добавления: 2015-08-17; просмотров: 79 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Определение средней линии. | | | Недостатки. |