|
Читайте также: |
|
|
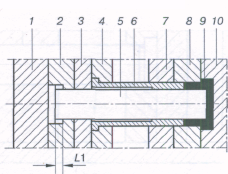
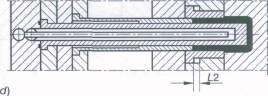
| плохо закаливаются без деформации, они изготавливаются из высокопрочной стали с улучшением до 900—1000 Н/мм2 перед финишной обработкой. Крис, с) и (Г) Особую трудность выталкивание представляет в тех случаях, когда кроме глубоких внутренних контуров необходимо извлечь одновременно и удлиненные внешние контуры. Это, к примеру, имеет место у изделия, изображенного на рис. 6.3 А, с. В этом случае можно воспользоваться тем, что высвобождение внешних и внутренних контуров выполняется последовательно. Для этой цели пуансон выполняется подвижным (небольшое перемещение вдоль оси), на рис. 6.3, д. подвижной выполнена матрица. В обоих случаях при съеме изделия происходит поэтапное извлечение изделия с пуансонов благодаря наличию специальных проточек Ы и Ь2. Данные проточки способствуют небольшому свободному перемещению в начальный момент съема изделия, пуансона и матрицы. При этом в процессе выталкивания сначала освобождается внешний контур. Как только достигнуто положение упора пуансона, он останавливается и отливка сбрасывается с пуансона1. |
|
| 5 6 |
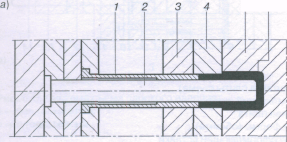
1. Плита формы (матрица)
2. Плита съема
3. Плита формы
4. Оформляющий знак (пуансон)
5. Изделие
6. Толкающая штанга (тяга) плиты съема
| 4. Плита съема 5. Плита формы (матрица) 6. Изделие |
1.Трубчатый выталкиватель
2. Пуансон
3. Промежуточная плита
1. Ь) Плита крепления
2. Промежуточная плита
3. Опорная плита
вытал ки вателей
4. Обойма выталкивателей
5. Пуансон
с)
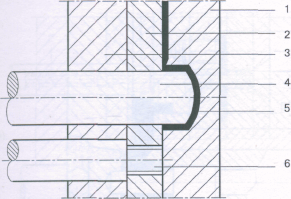
1. Выталкивающая
гильза (трубчатый
выталкиватель)
2. Плита формы
3. Плита формы
4. Изделие
5..Плита формы (матрица)
Рис. 6.3
а — выталкивание глубоких полых изделий плитой съема;
Ь — пуансон с трубчатым выталкивателем;
с — пуансон с осевым перемещением;
6— внешний контур подвижен, пуансон неподвижен,
выталкивание изделий с удлиненным внутренним
и внешним контуром
Крис, а) и Ь)
| ______________ 1 Источник: СиМты, Н.: 8рп1г§1е \уег1с2еи§Ьаи, 1975, S84 |
В тех случаях, когда банки и цилиндрические изделия не могут выталкиваться плитой съема, используется трубчатый выталкиватель (рис. 6.3, Ь). Для предотвращения образования возникающих при движении трубчатого выталкивателя царапин на полированной поверхности формообразования, которые также могут помешать легкому извлечению отливки, трубчатый выталкиватель выполняется с внутренним диаметром на 0,1—0,3 мм больше, чем соответствующие элементы формообразования. В этом случае при выталкивании эти элементы скользят без касания внешнего или внутреннего контура. Так как трубчатые выталкиватели часто представляют собой тонкостенные трубки, которые
Дата добавления: 2015-08-17; просмотров: 218 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Выталкиватели, трубчатые выталкиватели | | | Двухходовый выталкиватель |