Читайте также:
|
|
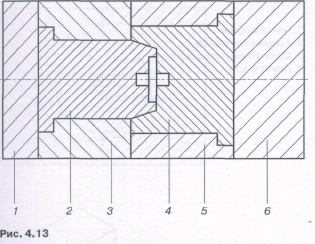
1. Промежуточная плита
2. Центрирующий палец
3. Плита формы
4. Центрирующая втулка
5. Плита формы
6. Промежуточная плита
Центрирование, показанное на рис. 4.13, применяется для производства очень точных и (или) тонкостенных (как правило) круглосимметричных отливок в одногнездных и многогнездных формах. При этом не имеет значения, выработаны ли контуры формы в обеих полуформах или оформляющий знак находится на одной стороне (подвижной), а негативная полость с другой (неподвижной) стороны формы.
Этот вид центрирования в особенности рекомендуется применять при высоких требованиях к точности вращения изделий (например, при производстве зубчатых колес или тонкостенных изделий, когда знак располагается по центру полости формы), так как минимальное смещение фронта потока неизбежно сдвинет знак и принудительно перекосит его относительно полости. Возникающий при этом асимметричный фронт потока также отрицательно скажется на заполнении формующей полости.
Для надежной эксплуатации формы необходимо стабильно выполненное конусное базирование знака в приемной плите знака и конусное фиксирование плиты выталкивателя. В любом случае, при формовании цилиндрических изделий следует обеспечить центральный и равномерный, симметричный процесс заполнения, исключить возникновения поперечных усилий в полостях.
В случае длинных, неустойчивых знаков, одного центрирования положения будет недостаточно, так как даже при малейшем смещении фронта потока (даже при двухстороннем центрировании) стержни выдавливаются в сторону и заполнение полости больше не может выполняться равномерно. Расплав, стремящийся в наиболее удобную для заполнения сторону изделия, может за счет такого односторонне протекающего фронта потока образовать включение воздуха, что воспрепятствует полному заполнению.
Как видно из рис. 4.13, даже при опоре с обеих сторон знак может быть перекошен и смещен асимметричным фронтом потока расплава. Этого можно избежать так называемым «принудительным фронтом потока» (не важно, у круглых или квадратных и прямоугольных знаков), при котором затекающая масса расплава и возникающий при этом фронт потока совместно нейтрализововали бы усилия.
К сожалению, данный принцип в действительности работает не так просто, но он является единственно правильным путем, для полного исключения смещения знаков.
Дата добавления: 2015-08-17; просмотров: 113 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Центрирование положения коническим пальцем | | | Центрирование коническими колодками |