Читайте также:
|
|
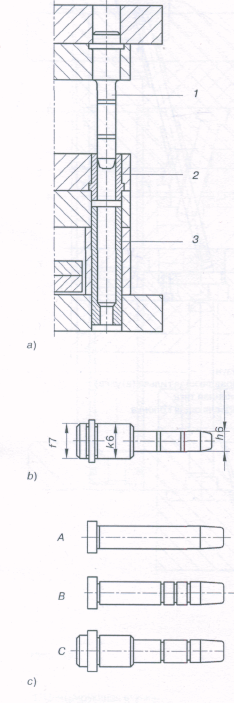
1. Направляющая колонка
2. Направляющая втулка
3. Центрирующая гильза (втулка)
Направляющие втулки также как и направляющие колонки изготавливаются из цементируемой стали твердостью 60—62 HRC. Возникающий при работе износ может быть снижен за счет смазки направляющих колонок дисульфидом молибдена. Для этой цели направляющие колонки снабжаются смазочными канавками. Колонки без смазочных канавок применяются только в самых небольших литьевых формах, как направляющие колонки клиновых ползунов и если в качестве направляющих втулок используются втулки шарикоподшипников. Сократить частоту технического обслуживания можно за счет применения направляющих колонок с твердой смазкой.
Направляющие колонки и втулки имеются в продаже в различных вариантах исполнения. Приведенные ниже значения допусков и посадок различаются в зависимости от изготовителя. Достаточное направление или центрирование оснастки обеспечивается в том случае, если колонки имеют посадку /гб, в зоне стержня (хвостовика) посадку £6, а в зоне центрирования/7 (рис. 4.10, Ь). Диаметр на буртике должен быть меньше номинального на 0,2 мм. Если направляющая колонка снабжена штифтом для предотвращения выскальзывания, отверстие гнезда в форме должно иметь посадку Н7. Если штифт отсутствует, требуется посадка N1 (прессовая посадка 2-го класса точности). Длина направляющей колонки зависит от высоты формующей части пуансона. Направление форм должно всегда начинаться, прежде чем ее вставки начнут заходить друг в друга. Поэтому длина колонок должна быть достаточной. На рис. 4.10, с показаны обычные конструкции направляющих колонок. Колонки с центрирующим выступом выполняют одновременно функцию штифтового соединения плит формы1.
| Рис. 4.10 а — направляющий узел; b — посадки направляющих колонок; с — конструкции направляющих колонок; простая конструкция (А); с канавкой (б); с канавкой и центрирующей цапфой (С) |
'Длина направляющих колонок должна превышать высоту пуансона и длину проекции наклонной колонки на направление смыкания.
 Направляющие элементы: колонки, втулки, сепараторы
Направляющие элементы: колонки, втулки, сепараторы
Рис. 4.11
а — направляющая колонка без смазочных канавок; Ь — направляющая колонка с уступом (ступенчатая); с — направляющий узел с шариковым сепаратором; d— центрирующая гильза (втулка)
1. Плита формы
2. Направляющий штифт (колонка)
3. Направляющая втулка
4. Плита формы
5. Плита крепления
1. Плита формы
2. Направляющая колонка
3. Направляющая втулка
4. Плита формы
5. Плита крепления
1. Промежуточная плита
2. Направляющая колонка
3. Плита формы
4. Направляющая гильза (втулка)
5. Шариковый сепаратор
6. Плита формы
7. Втулка
8. Плита крепления
Для надежной работы направляющих отверстия гнезд для колонок и втулок должны выполняться очень точно. При определении хода следует учитывать, что сепаратор перемещается на половину хода «Н» (см. рис. 4.5, с). Чтобы предотвратить преждевременный упор торца сепараторной втулки в торец опорной плиты, необходимо предусмотреть соответствующие выемки или упоры. Втулка должна всегда по всей длине прилегать к сепаратору.
При сборке направляющая колонка принудительно задвигается в сепаратор. Ее позиционирование осуществляется автоматически при первом ходе. Шариковые направляющие должны быть хорошо смазаны, их допустимая рабочая температура составляет 100 °С. Направляющая должна быть защищена от загрязнений.
Дата добавления: 2015-08-17; просмотров: 276 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Основные узлы формы | | | Общие условия центрирования и фиксации формы |