Читайте также:
|
Загрузочная полость заполняется полимерным порошком или таблетками. Полость ограничивается нижним пуансоном и матрицей. В зависимости от требующегося объема изделия и коэффициента заполнения порошка уровень заполнения обычно составляет от 2,5 до 3,5 высоты отпрессованного изделия. Верхним пуансоном изделие спрессовывается в окончательную форму1.
Литьевая форма с цилиндрическими выталкивателями

|
Рис. 1.8
1. Хвостовик
2. Направляющая втулка
3. Плита выталкивателя
4. Колонка возврата
5. Центральный выталкивател
6. Направляющая втулка
7. Центральная втулка
8. Направляющая колонка
9. Литниковая втулка
10. Центрирующий фланец
11. Крепежная плита — НЧ
12. Распределительный литниковый канал
13. Пуансон, матрица
14. Выталкиватель
15. Опорная планка (брус)
16. Крепежная плита — ПЧ
17. Центрирующий фланец
18. Базовая плита выталкивателя
19. Плита формы — НЧ (обойма матрицы)
20. Плита формы — ПЧ (обойма пуансона)
21. Промежуточная плита
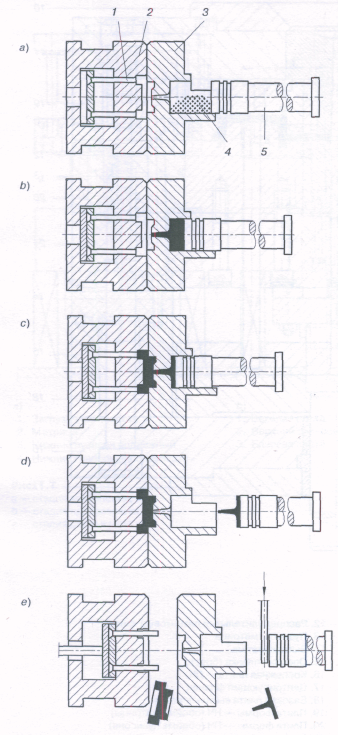
Литьевое прессование для реактопластов
|
1. Выталкиватель
2. Матрица формы
3. Пуансон формы
4. Порошок реактопласта
5. Поршень пресса
Рис. 1.9
а — загрузка материала;
b —заполнение формы;
с — форма заполнена;
d —отвод поршня;
в — извлечение изделия и литника
Дата добавления: 2015-08-17; просмотров: 134 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Подача газа непосредственно в отливку | | | Формы для литьевого прессования |