Читайте также:
|
При этом варианте газ через инжекционный модуль и газовые иглы впрыскивается непосредственно в формующую полость после подачи в нее расплава полимера. Преимущество этого способа производства состоит в возможности независимого по времени друг от друга управления отдельными элементами впрыска.
_____________
1 В других зарубежных источниках (например, журнал «Специальные методы литья под давлением. ARBURG») приводятся несколько иные данные — 20—30%.
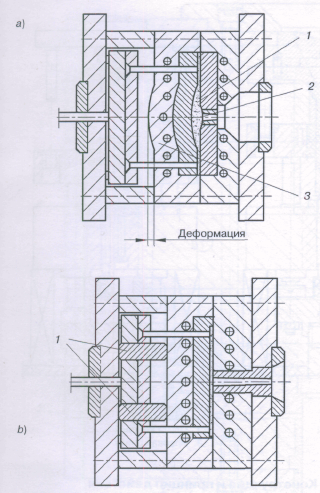 Прогиб плит форм
Прогиб плит форм
Рис. 1.6
а — места прогиба (деформации);
b — опорные колонки препятствуют прогибу
1. Формующее гнездо
2. Место прогиба (деформации) неподвижной полуформы
3. Место прогиба подвижной полуформы1. Опорные колонки
Плиты форм подвержены деформации при смыкании и в процессе впрыска за счет изгиба. Это особенно следует учитывать при малой жесткости плит в участках напротив центрирующего отверстия с неподвижной стороны и напротив системы выталкивания. Прогибание вызывает образование облоя и препятствует выбору максимально возможного давления впрыска.
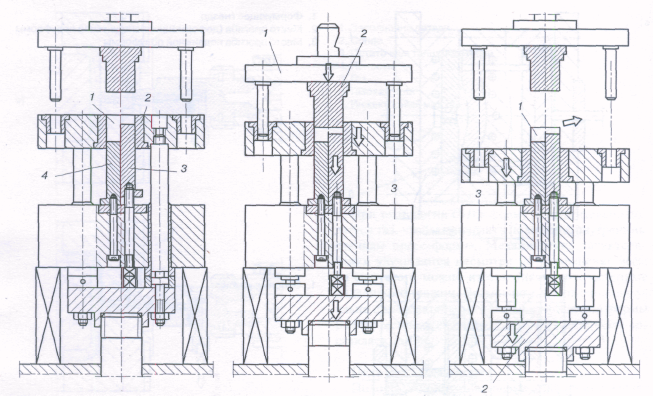
Прогиб (деформацию) плит можно предотвратить за счет дополнительных опорных колонок онструкция и принцип действия пресс-формы для прямого прессования
|
а)
1. Загрузочная полость
2. Матрица
3. Нижний пуансон подвижный
4. Нижний пуансон неподвижный
Рис. 1.7
а — стадия заполнения;
b — стадия прессования;
с — стадия размыкания
Ь)
1. Верхняя плита
2. Верхний пуансон
3. Базовая плита
с)
1. Изделие
2. Плита колонок
3. Базовая плита
Дата добавления: 2015-08-17; просмотров: 106 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Смыкание формы | | | Конструкция и принцип действия пресс-формы |