|
Читайте также: |
Современные кузнечно-прессовые цехи оснащаются быстроходными машинами для обработки металлов давлением. Для их бесперебойного обеспечения горячими заготовками требуются механизированные нагревательные печи. Этому требованию в значительной степени удовлетворяют методические и полуметодические печи, особенностью которых является постепенное (методическое) изменение температуры квадратных, прямоугольных или круглых заготовок, перемещающихся вдоль вытянутого рабочего пространства с помощью специальных толкателей. Полуметодические нагревательные печи в отличие от методических имеют укороченную относительную длину. В методических печах отношение длины пода к ширине равно 6 (8): 1, а в полуметодических оно редко превышает 4: 1. Полуметодическая кузнечная печь изображена на рис. 4.10. Она имеет две зоны: подогрева (методическую) I и окончательного нагрева (сварочную) II (рис. 4.10, а).
Заготовки 2 перемещаются по стелюгам 7 с помощью толкателя 5 навстречу потоку дымовых газов. Такое противоточное движение газов и металла ускоряет нагрев заготовок. При движении газов к окну загрузки их температура понижается. Газы используются также в рекуператоре 4 для подогрева воздуха, подаваемого в горелки 3. Характер изменения температур газов и металла по длине печи приведен на рис. 4.10, б, где  —температура газов;
—температура газов;  — температура верхней поверхности заготовки, a
— температура верхней поверхности заготовки, a  — нижней поверхности. Выдача нагретых заготовок проводится через боковые окна с помощью выталкивателя. Часто эти печи размещают на ножках, снабженных амортизаторами для уменьшения воздействия вибраций от основного оборудования на кладку.
— нижней поверхности. Выдача нагретых заготовок проводится через боковые окна с помощью выталкивателя. Часто эти печи размещают на ножках, снабженных амортизаторами для уменьшения воздействия вибраций от основного оборудования на кладку.

Рис. 4.10. Полуметодическая кузнечная печь- Рис. 4.11. Методическая трехзонная ная печь
Вид используемого топлива не влияет на конструкцию печи. Поэтому на печах часто устанавливают комбинированные газомазутные горелки. Газ в этом случае — основное топливо, а мазут — резервное. Под горелками можно разместить сопла газовой завесы для уменьшения окисления стали.
Короткие круглые заготовки диаметром более 40 мм и с отношением длины к диаметру менее 5 перемещают по желобчатому поду при толкании их в торец.
Температура, t, °C.................................................... 150 200 250 300
Производительность печи, кг/(м2-ч):
 = 0,7....................................................... 660/800 750/840 830/890 910/930
= 0,7....................................................... 660/800 750/840 830/890 910/930
= 0,8........................................................ 620/660 690/700 770/740 850/770
Температура, t, °C.................................... 350 400 450
Производительность печи, кг/(м2-ч):
= 0,7....................................................... 990/970 1080/1020 160/1070
= 0,8....................................................... 920/810 1000/840 1070/880
Здесь — коэффициент использования пода печи, представляющий собой отношение площади, занятой металлом, ко всей площади пода. В числителе приведены значения температуры  для газовых печей, в знаменателе — мазутных.
для газовых печей, в знаменателе — мазутных.
Производительность печей при нагреве заготовок из углеродистых сталей достигает 400, а из высоколегированных — 300 кг/м2. Расход условного топлива составляет 80—90 кг/т стали. Он в значительной мере определяется температурой уходящих газов . Чем она выше, тем больше производительность, но и выше расход топлива, что видно из следующих данных:
 Рис. 4.12 Кольцевая печь
Рис. 4.12 Кольцевая печь
Печи подобного типа обычно используют при нагреве заготовок толщиной до 100 мм. Для нагрева более толстых заготовок обычно используют трехзонные методические печи с нижним подогревом (рис. 4.11), что позволяет осуществить на большей длине печи двусторонний нагрев металла. Это позволяет сократить продолжительность нагрева заготовок. Сокращению времени нагрева способствует также повышенная температура газов в сварочной зоне, достигающая 1400 °С. Однако эти условия нагрева приводят к тому, что на выходе из сварочной зоны по сечению заготовки будет возникать большой перепад температур, который может быть уменьшен при выдержке стали в третьей зоне печи, называемой томильной, или зоной выдержки. В ней температура газов превышает конечную температуру поверхности заготовок на 20—25 °С. На рис. 4.11  — температура средней плоскости пластины. Особенность температурного режима печи определяет распределение топлива по зонам. В томильную зону подают 10—15 % топлива, в верхнюю сварочную 30—40 %, а остальное количество направляют в нижнюю сварочную зону. В этой печи заготовки 2 перемещают с помощью толкателя по глиссажным трубам 3, которые расположены на опорных трубах 4. Последние передают нагрузку на стойки каркаса. Заготовки скатываются по склизу, отбрасывают металлическую заслонку 1 и далее попадают на рольганг, подающий их к молоту или ковочной машине. Дымовые газы из верхней части печи по каналу 5 поступают в вертикальный канал 6, где соединяются с газами из нижней части печи, а затем через рекуператор удаляются в дымовую трубу. Рекуператор располагается под печью или рядом с ней.
— температура средней плоскости пластины. Особенность температурного режима печи определяет распределение топлива по зонам. В томильную зону подают 10—15 % топлива, в верхнюю сварочную 30—40 %, а остальное количество направляют в нижнюю сварочную зону. В этой печи заготовки 2 перемещают с помощью толкателя по глиссажным трубам 3, которые расположены на опорных трубах 4. Последние передают нагрузку на стойки каркаса. Заготовки скатываются по склизу, отбрасывают металлическую заслонку 1 и далее попадают на рольганг, подающий их к молоту или ковочной машине. Дымовые газы из верхней части печи по каналу 5 поступают в вертикальный канал 6, где соединяются с газами из нижней части печи, а затем через рекуператор удаляются в дымовую трубу. Рекуператор располагается под печью или рядом с ней.
В кузнечно-прессовых цехах используют кольцевые печи, получившие свое название по форме пода (рис. 4.12). Кольцевой под печи 1 с уложенными на него заготовками вращается по часовой стрелке. Стенки 2 и свод печи 3 неподвижны. Заготовки, загружаемые в загрузочное окно печи 5 особым механизмом, совершают вместе с подом один оборот и выгружаются из печи через разгрузочное окно 7. Внутри печи имеется перегородка 6, не доходящая до пода и разделяющая рабочее пространство на две части. Подвод теплоты в печь осуществляется с помощью горелок 8, которые могут быть размещены как на наружной, так и на внутренней стенке. Видно, что подвод теплоты осуществляется на сравнительно небольшой части рабочего пространства. Продукты сгорания проходят через все рабочее пространство навстречу движущимся заготовкам и удаляются в каналы 4. Противоточное движение заготовок и газов позволяет кольцевую печь рассматривать как методическую, свернутую в кольцо. Перегородка в ней отделяет сварочную и методические зоны. Если в печи установить дополнительные горелки, перегородки и каналы, показанные на плане печи пунктиром, то эти части печи, отделенные одна от другой перегородками, имеющие самостоятельное питание топливом и самостоятельный отбор продуктов сгорания, будут представлять отдельную зону. Подобных отдельных зон может быть несколько, что позволяет осуществлять нагрев заготовок и слитков из высоколегированных сталей по двух-и трехступенчатым режимам. Это преимущество имеет особое значение для термообработки сложных по форме изделий.
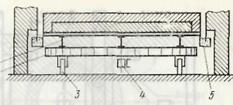
Рис. 4.13. Под кольцевой печи.
На рис. 4.13 изображен под кольцевой печи. Он размещен на специальной металлической раме 1, к которой прикреплена венечная шестерня 2. Вращение пода проводится специальными механизмами (двигатель, редуктор, вариатор) и этой шестерней. Под катается на опорных роликах 3. Для предохранения смещения пода в горизонтальном направлении служат несколько упорных роликов 4. Рабочее пространство герметизируют водяным, песочным или масляным затвором 5, корыто которого вращается вместе с подом, а нож, прикрепленный к стенкам, остается неподвижным.
В карусельных печах вследствие наличия промежутка между заготовками получают хорошее качество нагрева. Однако их производительность ниже производительности методических печей. В сравнении с последними они имеют и повышенный удельный расход условного топлива, что объясняется постоянной высотой свода по всей длине рабочего пространства. Свод не имеет понижения в методической зоне.
Очень высокую производительность имеют секционные печи, которые относят к классу печей скоростного нагрева (рис. 4.14). Печь состоит из нескольких отдельных секций 3, оборудованных горелками 5 и рекуператором 2. В пространстве между секциями, называемом тамбуром, расположены приводные водоохлаждаемые ролики 1, перемещающие по печи штанги, прутки или трубы 4, подаваемые затем к прессу или ковочной машине. Нагреваемые заготовки располагаются в осевой зоне секций по одной или по две-три в ряду. В целях повышения равномерности нагрева и предотвращения изгиба заготовкам придается помимо поступательного движения также и вращательное за счет размещения роликов под углом 6—12° к оси печи. В каждой секции устанавливают от одной до шести горелок с хорошим внутренним перемешиванием газа с воздухом. Продукты сгорания с большой скоростью омывают нагреваемые изделия, в результате чего обеспечивается интенсивная передача теплоты к металлу и его быстрый нагрев. Вследствие этого увеличивается производительность печи и уменьшается окисление стали.

Рис. 4.14. Секционная печь
Воздух для горения подогревается в металлических радиационно-конвективных рекуператорах до 300—450 0С. Продукты сгорания, имеющие высокую температуру, перед рекуператором разбавляются холодным вентиляторным воздухом. После разбавления температура продуктов сгорания может быть снижена до безопасных для рекуператора значений, т. е. до 800 — 850 °С.
Секционные печи удобны в ремонте. С помощью мостового крана можно снять с фундамента вышедшую из строя секцию и на ее место поставить новую. Эти печи позволяют осуществить любой режим нагрева за счет изменения подачи топлива по секциям. В них можно осуществить методический режим нагрева, а также одно-, двух- и трехступенчатый. При реализации многоступенчатого режима в группе из шести-восьми секций, называемой зоной, за счет подачи топлива поддерживают одинаковую температуру. Каждая зона может иметь свою, отличную от других зон, температуру.
В секционных печах можно нагревать также изделия разнообразной формы.
Во Всесоюзном научно-исследовательском институте металлургической теплотехники разработана новая конструкция секционной печи, в которой использован факельно-струйный метод сжигания газа. Суть метода состоит в том, что в рабочем пространстве секционной печи сжигается готовая газовоздушная смесь с помощью многосопловых горелок (рис. 4.15). В стальном кожухе 1 размещена двухслойная футеровка 2. Газовоздушная смесь из смесителя 3 подается в сопла 8. Заготовка или труба 6 опирается на приводные ролики 7, размещаемые в тамбурах 5, перекрытых сводиками 4. Продукты сгорания из рабочего пространства удаляют в тамбур.
Интенсивное омывание заготовок множеством горящих факелов привело к ускорению нагрева, снижению температуры отходящих газов и дало возможность уменьшить размеры рабочего пространства, а тем самым и теплоотдающую поверхность кладки. Все это позволило уменьшить расход топлива, по сравнению с обычными секционными печами, на 50 %.
Есть и другие конструкции проходных печей, например с шагающими балками, конвейерные, рольганговые и т. д. Они отличаются только способом перемещения металла по рабочему пространству, что не влияет на температурный и тепловой режимы работы печей.

Рис. 4.15. Секция печи струйного нагрева труб
Различие в температурах газов в различных зонах приходится учитывать и при расчете нагрева, и при определении потребности зоны в теплоте. Для этого печь, например полуметодическую, подразделяют на несколько зон, в пределах которых температуру газов полагают постоянной. Поэтому в пределах выделенной зоны расчет нагрева металла и потребность в теплоте проводят как для печи с постоянной температурой рабочего пространства. Конечная температура массы заготовки при выходе ее из зоны будет служить начальной температурой в следующей зоне.
Дата добавления: 2015-07-25; просмотров: 141 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Камерные печи с переменной температурой рабочего пространства | | | Термические печи |