|
Читайте также: |
Таблица 3 – Индивидуальные задания для выполнения контрольной
работы № 2
| № | ||||||||
| № варианта | 1а | 1б | 2а | 2б | 4а | 4б | ||
| № | ||||||||
| № варианта | 7а | 7б | 9а | 9б | 9в |
В данной работе необходимо по чертежу детали разработать эскиз модели для изготовления песчаной литейной формы (Рисунок 1). Для этого необходимо:
а) определить – разъёмная или не разъёмная модель будет изготовляться по разрабатываемому чертежу. По возможности модель лучше делать неразъёмной, чтобы её можно было бы расположить в нижней части формы, в случае разъёмной модели определить линию разъёма;
б) определить напуски – мелкие отверстия, выступы, фаски, канавки и
т. д., не выполняемые при литье (таблица 4);
в) определить величину припусков (на сторону) на механическую обработку (таблицы 5;6);
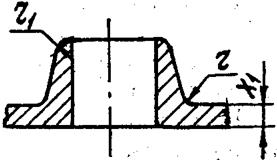
г) определить величину вертикальных уклонов для всех вертикальных наружных поверхностей (таблица 7);
д) определить по соотношению толщин сопрягающихся стенок способ их сопряжения (рисунок 36);
е) определить радиусы галтелей (рисунок 37);
ж) увеличить все размеры на величину усадки;
Усадка сплавов при затвердевании и охлаждении:
Сталь – 2%; серые чугуны – 1,5%; Бронзы и алюминиевые сплавы – 1,5%.
з) расшифровать маркировку литейного сплава (задание – таблица 2).
и) нарисовать эскиз модели с исходными и новыми размерами.

t1/t2 £ 2; R = (1/3 ¸ 1/6)(t1+t2). t1/t2 > 2,0.
t1; t2 – толщина сопрягающихся стенок; R – радиус сопряжения
Рисунок 36 – Определение способа сопряжения стенок различной толщины
r @ 0,5 X1 r1 @ 0,25 X1
Х1 – толщина стенки; r; r1 – радиусы галтелей
Рисунок 37 – определение радиуса галтелей
Рекомендуемый ряд радиусов галтелей: 1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм
Таблица 4 – Минимальные размеры литых отверстий при лить песчаные формы
| Толщина стенки, мм | Минимальный диаметр отверстия, мм | Толщина стенки, мм | Минимальный диаметр отверстия, мм | Толщина стенки, мм | Диаметр отверстия, мм | ||
| 4 – 6 | 10 – 12 | 16 – 18 | |||||
| 6 – 8 | 12 – 14 | 18 – 20 | |||||
| 8 – 10 | 14 – 16 | - | - |
Таблица 5 – Допуски размера отливок (ГОСТ 26645 – 85)
| Интервал номинальных размеров (до включительно), мм | Допуски размеров отливок, мм, не более, для классов точности | ||
| До 4 | 0,64 | 1,0 | 1,2 |
| Свыше 4 до 6 | 0,70 | 1,1 | 1,4 |
| » 6» 10 | 0,80 | 1,2 | 1,6 |
| » 10» 16 | 0,9 | 1,4 | 1,8 |
| » 16» 25 | 1,0 | 1,6 | 2,0 |
| » 25» 40 | 1,1 | 1,8 | 2,2 |
| » 40» 63 | 1,2 | 2,0 | 2,4 |
| » 63» 100 | 1,4 | 2,2 | 2,8 |
| » 100» 160 | 1,6 | 2,4 | 3,2 |
| » 160» 250 | 1,8 | 2,8 | 3,6 |
| » 250» 400 | 2,0 | 3,2 | 4,0 |
| » 400» 630 | 2,2 | 3,6 | 4,4 |
| » 630» 1000 | 2,4 | 4,0 | 5,0 |
Таблица 6 – Общие припуски для отливок, обрабатываемых при среднем уровне точности обработки (ГОСТ 26645 – 85)
| Общий допуск элемента поверхности (до включительно), мм | Вид окончательной механической обработки | Общий припуск на сторону, мм, не более, для ряда припуска отливки | ||
| Свыше 0,64 до 0,70 | Черновая Получистовая Чистовая Тонкая | 1,5 1,9 1,9 2,1 | 1,7 2,1 2,2 2,3 | 2,1 2,4 2,6 2,8 |
| Св. 0,7 до 0,80 | Черновая Получистовая Чистовая Тонкая | 1,6 2,0 2,1 2,2 | 1,8 2,1 2,3 2,4 | 2,2 2,5 2,8 2,9 |
| Св. 0,8 до 0,90 | Черновая Получистовая Чистовая Тонкая | 1,6 2,1 2,2 2,4 | 1,8 2,3 2,4 2,6 | 2,2 2,7 2,9 3,1 |
Дата добавления: 2015-07-25; просмотров: 55 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Пример выполнения расчетов | | | Продолжение таблицы 6 |