Читайте также:
|
Гидрофицированный полуавтомат фирмы Magdeburg, напоминая по внешнему виду полуавтоматы американской фирмы Bullard, существенно отличается от них по своей конструкции.
Подача и быстрые хода всех пяти супортов осуществляются при помощи гидравлики. Все управление станком автоматизировано и выполняется при помощи электрогидравлических устройств. Гидравлическая схема и механизмы станка разработаны фирмой Heller.
На рис. 1.51 приведена схема, поясняющая принципиальную работу станка.
От электромотора q привод каждого шпинделя осуществляется через кинематическую цепь, состоящую из шестерен о, р, т, l, k, h, g, е, d и из соответствующих валиков. Торможение шпинделей осуществляется при помощи пластинчатой муфты, которая приводится в действие от гидравлического цилиндра r. Быстрые хода и подача супортов производятся при помощи гидравлического цилиндра t и поршня и.
Фиксация стола в требуемом положении выполняется при помощи стопорного пальца, приводимого в действие от гидравлического цилиндра x. Последовательность работы этих цилиндров в гидравлической схеме станка пояснена ниже.
На рис. 1.52 приведена гидравлическая схема одного из пяти супортов станка. Каждый супорт станка соединен со штоком цилиндра, смонтированного в корпусе v (рис. 1.51) вместе с электромотором, приводящим во вращение два насоса, один из которых шестеренчатый большого литража 3 предназначен для быстрых ходов, а второй регулируемый поршневой насос 2 - для рабочей подачи. В том же корпусе v помещены все остальные гидравлические устройства, необходимые для получения цикла.
Управление циклом работы супорта осуществляется золотником 9,который может перемещаться в нужное положение автоматически или вручную при помощи рукоятки 15.
В изображенном на схеме рис. 1.52 положении происходит быстрый подвод супорта к изделию. При этом масло из шестеренчатого насоса 3и поршневого насоса 2 через золотник 9 и золотник ускоренного хода 14попадает в обе полости цилиндра и супорт быстро идет вниз. Когда упор 18, укрепленный на супорте, найдет на золотник ускоренного хода 14, последний разъединит друг от друга подходящие к нему линии. Тогда гидросистема переключается на рабочую подачу согласно принципиальной схеме, изображенной на рис. 1.53. Регулировка величины подачи производится маховичком 4, изменяющим производительность поршневого насоса.
В конце рабочего хода супорт упирается в жесткий упор, укрепленный на штанге 17. Давление поршневого насоса повышается, при этом открывается клапан 11, через который масло из поршневого насоса сливается в бак. Одновременно клапан 23 опускается, соединяя нижнюю полость золотника 9 через свои

Рис. 1.51. Схема вертикального многошпиндельного полуавтомата
фирмы Magdeburg

Рис. 1.52. Гидравлическая схема супорта вертикального
многошпиндельного полуавтомата фирмы Magdeburg
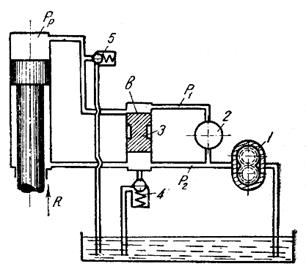
Рис. 1.53. Принципиальная схема гидравлической системы,
устраняющей утечки в насосе фирмы Heller
отверстия и линию 24 с шестеренчатым насосом. Золотник 9 отходит вверх и масло из шестеренчатого насоса 3 поступает в нижнюю полость рабочего цилиндра 5. Так как верхняя полость цилиндра соединяется одновременно с баком, поршень вместе с супортом быстро перемешается в верхнее положение.
Для устранения самопроизвольного опускания супорта под действием собственного веса в гидросистеме установлен клапан 13.
Поворот и останов стола осуществляются также гидравлически. Электрогидравлическая схема поворота стола и блокировки изображена на рис. 1.54.
Когда все супорты, гидравлическая схема которых была описана выше, отойдут в крайнее верхнее положение, они замыкают последовательно цепь контактов 1, 2, 3, 4, 5. Тогда включается мотор насоса 8, и масло через золотник 10 течет к цилиндру 16, передвигая его поршень; при этом включается привод вращения шпинделей и выключается тормоз.
Поршень цилиндра 16, перемещаясь, открывает окно, через которое масло поступает в цилиндр 17; поршень последнего, перемещаясь, включает стопор 18, одновременно открывая окно, через которое масло поступает к цилиндру 19. Поршень же этого цилиндра, жестко соединенный с рейкой, движется вверх, поворачивая при помощи муфты и шестерни стол станка.
В конце хода этот поршень (а следовательно, и стол) тормозится при помощи дросселя 27. При достижении поршнем крайнего положения включается контакт и через электрическую цепь вступает в действие соленоид 12, перемещающий золотник 10.
Масло из насоса поступает под поршень цилиндра 17, включая стопор 18. При перемещении поршня цилиндра 17 открывается окно в цилиндре и масло поступает через линию 30 к поршню цилиндра 25,который, перемещаясь, разъединяет (при помощи муфты) рейку поршня цилиндра 19 со столом станка.
Поршень 20 идет вниз, совершая обратный ход; когда он дойдет до упора, то создавшимся повышенным давлением открывается клапан 31. Масло попадает под поршень цилиндра 16 и включает привод; при дальнейшем повышении дав-

Рис. 1.54. Электрогидравлическая схема механизма поворота стола
и блокировки многошпиндельного полуавтомата фирмы Magdeburg
ления масло по линии 34 попадает в камеры золотников 9 (см. рис. 1.52), перемещая их вниз. Супорты быстро перемещаются вниз, размыкая свои контакты. Мотор насоса 8 останавливается.
Для зажима изделий в патронах применяется также гидропривод, схема которого изображена на рис. 1.55. Зажим изделия осуществляется при помощи шестеренчатого гидромотора 12 в то время, когда в положении зажима находится соответствующий шпиндель.
Для привода во вращение гидромотора используется насос для смазки станка, обозначенный на схеме цифрой 2, вращаемый электромотором 1.
Управление зажимом производится краном 3.
Когда нужно осуществить зажим, масло краном 3 по трубопроводу 6 подается под поршень 8 цилиндра 7. Поршень 8 цилиндра 7, перемещаясь вверх, открывает маслу проход по трубопроводу 11 через кран 3 к гидромотору 12 и одновременно соединяет муфту 9 с гайкой 10; последняя, получая вращение от гитромотора 12, перемещает через шестерни 13 винт 14, связанный с кулачками патрона 15.
Регулируемый клапан 16 устанавливает давление, которое определяет необходимый крутящий момент гидромотора при зажиме. Когда рычаг 5 переводится в среднее положение, трубопровод 6 соединяется с баком и пружина 4 выключает муфту 9.
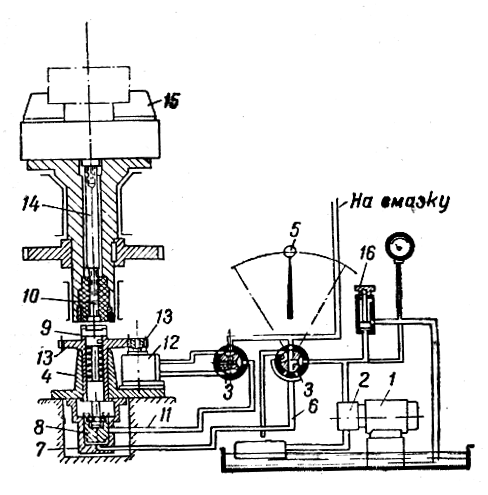
Рис. 1.55. Гидравлическая схема механизма зажима многошпиндельного
полуавтомата фирмы Magdeburg
СОДЕРЖАНИЕ
| Введение | ||
| 1. Гидравлические схемы дроссельного регулирования | ||
| 1.1. Гидравлическая схема для сверлильно-расточных станков тяжелого типа с панелью управления У423 | ||
| 1.2. Гидравлическая схема для сверлильно-расточных станков среднего типа с панелью управления типа У429 | ||
| 1.3. Гидравлическая схема для сверлильно-расточных станков с панелью электрического управления У426 | ||
| 1.4. Гидравлические схемы для сверлильно-расточных, фрезерных, токарных и алмазно-расточных станков с панелью типа Vickers | ||
| 1.4.1. Гидравлическая схема для станков малой мощности, предусматривающая питание системы от одного насоса | ||
| 1.4.2. Гидравлическая схема многорезцового токарного станка 132, предназначенного для обработки контуров щек ко- ленчатых валов авиамоторов | ||
| 1.4.3. Гидравлическая схема двухстороннего алмазно-расточ- ного станка для обработки шатунов авиамоторов фирмы Ex-Cell-0 | ||
| 1.5. Гидравлические схемы с регулируемыми поршневыми насосами | ||
| 1.5.1. Гидравлическая схема для сверлильно-расточных стан- ков с панелью управления У422 и сдвоенным насосом У323 | ||
| 1.5.2. Гидравлическая схема насосного агрегата типа FAC- 10307 фирмы Oil-Gear для сверлильно-расточных и токарных станков | ||
| 1.5.3. Гидравлическая схема многорезцового токарного полу- автомата фирмы Wickes, модель СН-2, для обработки коренных шеек и щек коленчатого вала | ||
| 1.5.4. Гидравлическая схема вертикального многошпиндельно- го полуавтомата фирмы Magdeburg |
Дата добавления: 2015-07-10; просмотров: 110 | Нарушение авторских прав