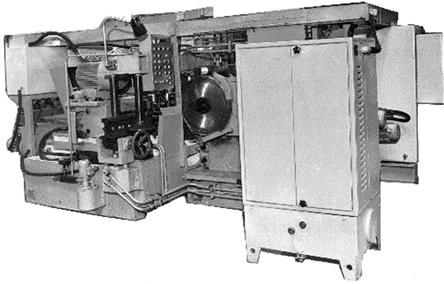
Рис. Станок сверлильно-отрезной МП6-1515-002
Предназначен для одновременной разрезки и сверления объемнозакаленных железнодорожных рельсов.
Специализированные токарные станки. Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые
2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные.
5.Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие
9. Токарно-затыловочные
Вальцетокарные станки (Рис.8) предназначены для обработки прокатных валов с диаметром до 2 м и длинной до 8 м. Они выполняются очень жёсткими, т.к. служат для обработки как гладких, так и ручьевых сырых и закалённых валов не только продольной или криволинейной подачей по периметру ручьёв, но и поперечным врезанием очень широкого (до 250 мм) фасонного быстрорежущего резца.
Слиткообдирочные станки РТ-340, РТ-340Н1, РТ-340Н, РТ-341 и РТ-341Н для обдирки некрупных четырёх или многогранных слитков, перед их поступлением в прокатку. Они имеют возвратно-поступательное движение резца и его качение вокруг режущей точки для сохранения нормальных углов резания.

Рис. 8 Вальцетокарный станок 1А825.
 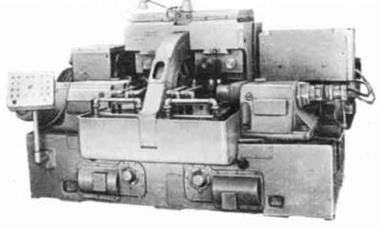 Рис.9 Полуавтомат токарный многорезцовый дляобработки коленчатых валов МК840 Рис.9 Полуавтомат токарный многорезцовый дляобработки коленчатых валов МК840
|
Станки для токарной обработки коленчатых валов (рис. 9) бывают нескольких видов: а) для обработки средних коренных шеек и их щёк, с приводом от обоих крайних коренных шеек; б) для обработки в центрах обоих крайних коренных шеек, с приводом от средней обработанной коренной шейки через разъёмную шестерню; в) для обработки шатунных шеек и их щёк, с приводом от обоих крайних шеек, смещённых от оси вращения на величину их эксцентриситета; г) для одновременной обработки всех шатунных шеек и их щёк. В этом случае коленчатый вал вращается вокруг оси коренных шеек, а суппорты вращения синхронно с ним, но вокруг оси, смещённой на величину эксцентриситета шатунных шеек. Резцы при этом остаются горизонтальными. Для обработки тяжёлых коленчатых валов применяют станки, на которых заготовки закрепляют неподвижно в люнетах, а вращение, движение подач и установочные движения сообщаются охватывающим резцовым головкам. Обработка ведётся последовательно всех шеек.
Трубо - и муфтообрабатывающие станки – обрабатывают концы труб и муфт и нарезают на них соединительную коническую резьбу.

Рис.10 Трубообрабатывающий токарный станок C10MS.10 / C10MS.12
Безцентровообдирочные валотокарные станки предназначены для обработки длинных валов и обдирки прутков для последующей их обработки на револьверных станках и токарных автоматах. Обработка не вращающегося вала ведётся двумя вращающимися резцовыми головками – обдирочной и чистовой. Подача прутка выполняется роликами. Концы обрабатываемого вала поддержи-ваются тележками.
Токарно-затыловочные станки, Рис. 11

Рис. 11 Токарно-затыловочный станок 1Е811.
Виды затылования. Метод затачивания задних поверхностей режущих инструментов со сложным профилем зуба в целях сохранения профиля инструмента при переточках и обеспечения постоянствазаднего угла называется затылованием. Затылуют зубья различных фрез: дисковых, резьбовых, цилиндрических и червячно-модульных с прямолинейными и спиральными стружечными канавками, а также зубья метчиков и спиральные сверла.
Техническая характеристика 1Е811
Наибольший диаметр устанавливаемого изделия, мм, не менее; 250 360
Наибольшее расстояние между центрами, мм, не менее; 630
Наибольшая длина хода каретки, мм, не менее; 600
Упорный центр в шпинделе передней бабки по ГОСТ 13214-79, не менее – 7032-0043 Морзе 6
Условный размер переднего конца шпинделя по ГОСТ 12595-72; 6К
Наибольший ход затылования, мм, не менее; 20 25
Количество величин ходов затылования; бесступенчатое
Пределы чисел обрабатываемых зубьев; 1... 40
Наибольший крутящий момент на шпинделе, КНм, не менее; 2,1;1.68*1 З,1;2,5*2
Количество продольных подач; 3
Наибольший модуль обрабатываемой червячной фрезы; 8 12
Пределы подач, мм/об; 0.075...1,2
Пределы шагов нарезаемых резьб:
-метрических, мм – 0,5...250 / 0,5... 250
- модульных, мм – 0,5...360 / 0,5...360
-дюймовых, число ниток на I" – 28...2
Пределы шагов спиральных канавок при затыловании, мм; 100...48000
Габаритные размеры станка, мм, не более
Длина; 2900
Ширина; 1750
Высота; 1850 /1900
Масса станка (без выносного электрооборудования), кг, не более; 3630 /4000
Масса выносного электрооборудования, кг, не более; 275* /285*
Масса принадлежностей, кг, не более; 285
Дата добавления: 2015-08-21; просмотров: 92 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Револьверной головкой BHA-34S/42S | | | и о механизме ограничения платы граждан за коммунальные услуги |