Умовні зображення та позначення швів зварних з'єднань в конструкторській документації всіх галузей промисловості повинні відповідати вимогам ГОСТ 2.312-72.
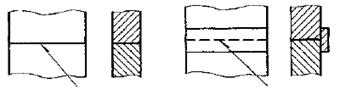
Шов звареного з'єднання, незалежно від способу зварювання, умовно зображують:
- видимий – суцільною основною лінією (рисунок 2.30, а),
- невидимий – штриховою лінією (рисунок 2.30, б).
Видиму одиночну зварну крапку умовно зображують знаком "+" (рисунок 2.31), незалежно від способу зварювання. Невидимі зварні крапки не зображують.
а) б)
Рисунок 2.30 - Зображення шва зварного з’єднання
Контури окремих проходів багатопроходного зварного шва допускається наносити на зображенні його поперечного перетину і позначати проходи великими літерами російського алфавіту. При цьому контури шва зображують суцільними основними лініями, а конструктивні елементи крайок основного металу у границях шва – суцільними тонкими лініями.

Рисунок 2.31 - Зображення видимої одиночної зварної крапки
Нестандартні шви зображують із вказівкою розмірів конструктивних елементів шва.
Умовні позначення шва наносять:
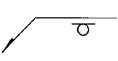
- на полочці лінії-виноски, проведеної від зображення шва з лицьової сторони (рисунок 2.32, а);
- під полочкою лінії-виноски, проведеної від зображення шва зі зворотної сторони (рисунок 2.32, б)

а) б)
Рисунок 2.32 - Умовне позначення зварного шва
Структура умовної позначки стандартного шва або одиночної зварної крапки наведена на рисунку 2.33.
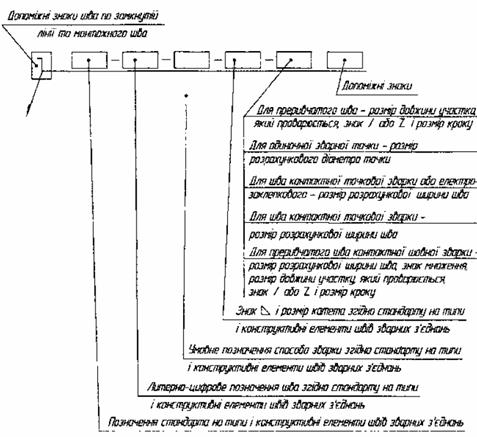
Рисунок 2.33 - Структура умовної позначки
Структура умовної позначки нестандартного шва або одиночної зварної крапки наведена на рисунку 2.34.

Рисунок 2.34 - Структура умовної позначки
В технічних вимогах креслення або таблиці швів вказують спосіб зварювання, яким виконується нестандартний шов.
Допоміжні знаки для позначення зварних швів виконують суцільними тонкими лініями. Вони повинні бути однакової висоти із цифрами, що входять у позначення шва і відповідати наведеним в таблиці 2.7.
Таблиця 2.7 – Допоміжні знаки для позначення зварних швів
| Допоміжний знак | Значення допоміжного знака | Розташування допоміжного знака щодо полиці-винесення, проведеної від зображення шва | ||
| З лицьової сторони | Із зворотного боку | |||

| Посилення шва зняти | 
| 
| |

| Напливи та нерівності шва обробити із плавним переходом до основного металу | 
| 
| |

| Шов виконати при монтажі виробу, тобто при установці його по монтажному кресленню на місці застосування | 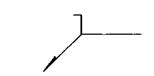
| ||

| Шов переривчастий або з ланцюговим розташуванням. Кут нахилу лінії близько 60о | 
| 
| |

| Шов переривчастий або крапковий із шаховим розташуванням | 
| 
| |

| Шов по замкнутій лінії. Діаметр знака 3-5 мм | 
| ||

| Шов по незамкнутій лінії. Знак застосовують, якщо розташування шва ясно із креслення | 
| 
| |
Перелік стандартів на типи і конструктивні елементи швів зварних з’єднань наведено в таблиці 2.8.
Позначення шорсткості механічної обробки поверхні шва наносять на полиці або під полицею лінії-виноски після умовної позначки шва (рисунок 2.35), або вказують у таблиці швів, або приводять у технічних вимогах креслення, наприклад: «Параметр шорсткості поверхні зварених швів  ».
».
Таблиця 2.8 – Стандарти на типи і конструктивні елементи зварних швів
| ГОСТ | Найменування |
| 5264-80 | Ручне дугове зварювання. З'єднання зварні. Основні типи, конструктивні елементи і розміри |
| 8713-79 | Зварювання під флюсом. З'єднання зварні. Основні типи, конструктивні елементи і розміри |
| 11533-75 | Автоматичне й напівавтоматичне дугове зварювання під флюсом. З'єднання зварні під гострими й тупими кутами. Основні типи, конструктивні елементи і розміри |
| 11534-75 | Ручне дугове зварювання. З'єднання зварні під гострими й тупими кутами. Основні типи, конструктивні елементи і розміри |
| 14771-76 | Дугове зварювання в захисному газі. З'єднання зварні. Основні типи, конструктивні елементи і розміри |
| 14776-79 | Дугове зварювання. З'єднання зварні точкові. Основні типи, конструктивні елементи і розміри |
| 14806-80 | Дугове зварювання алюмінію й алюмінієвих сплавів в інертних газах. З'єднання зварні. Основні типи, конструктивні елементи і розміри |
| 15164-78 | Електрошлакове зварювання. З'єднання зварні. Основні типи, конструктивні елементи і розміри |
| 15878-79 | Контактне зварювання. З'єднання зварні. Конструктивні елементи і розміри |
| 16037-80 | З'єднання зварні стальних трубопроводів. Основні типи, конструктивні елементи і розміри |
| 16038-80 | Зварювання дугове. З'єднання зварні трубопроводів із міді і мідно-нікелевого сплаву. Основні типи, конструктивні елементи і розміри |
| 16098-80 | З'єднання зварні із двошарової корозійностійкої сталі. Основні типи, конструктивні елементи і розміри |
| 16310-80 | З'єднання зварні з поліетилену, поліпропілену І вініпласту. Основні типи, конструктивні елементи і розміри |
| 23518-79 | Дугове зварювання в захисних газах. З'єднання зварні під гострими й тупими кутами. Основні типи, конструктивні елементи і розміри |
| 23792-79 | З'єднання контактні електричні зварні. Основні типи, конструктивні елементи і розміри |
| 27580-88 | Дугове зварювання алюмінію й алюмінієвих сплавів в інертних газах. З'єднання зварні під гострими й тупими кутами. Основні типи, конструктивні елементи і розміри |

а) б)
Рисунок 2.35 - Позначення шорсткості механічної обробки поверхні шва
Зварювальні матеріали вказують на кресленні в технічних вимогах або таблиці швів. Допускаються зварювальні матеріали не вказувати.
Якщо на кресленні є однакові шви, то позначення наносять на одне із зображень шва, а від решти зображень однакових швів проводять лінії-виноски з поличками. Всім однаковим швам привласнюють один порядковий номер, який наносять:
а) на лінії-виносці, яка проведена від зображення шва (рисунок 2.36, а);
б) на поличці лінії-виноски, яка проведена від зображення шва, що не має позначення, з лицьової сторони (рисунок 2.36, 6);
в) під поличкою лінії-виноски, яка проведена від зображення шва, що не має позначення, зі зворотного боку (рисунок 2.36, в).
Кількість однакових швів допускається вказувати на лінії-виносці, яка має поличку з нанесеним позначенням (див. рисунок 2.38а).

а) б) в)
Рисунок 2.36 - Позначення зварних швів на кресленні
Примітка. Шви вважають однаковими, якщо є однаковими їхні типи й розміри конструктивних елементів у поперечному перетині та до них пред'являють ті самі технічні вимоги.
Спрощення позначення швів зварних з'єднань
Якщо на кресленні значна кількість різних швів виконується по одному стандарту, то позначення стандарту вказується в технічних вимогах записом "Зварні шви 1 - 5 за ГОСТ..." або в таблиці.
Допускається не присвоювати порядковий номер однаковим швам, якщо всі шви на кресленні однакові і розташовані з однієї сторони (лицьової чи зворотної).
На кресленнях симетричних виробів, при наявності на зображенні осі симетрії, виноску й позначення шва допускається робити тільки на одній із симетричних частин зображення виробу.
На кресленні виробу, у якому є однакові складові частини, що приварюються однаковими швами, ці шви допускається відзначати лініями-винесеннями й позначати тільки в одного із зображень однакових частин, від якого наведена лінія-винесення з номером позиції.
Допускається не відзначати на кресленні шви лініями-винесеннями, а приводити вказівки по зварюванню записом у технічних вимогах креслення, якщо цей запис однозначно визначає місця зварювання, способи зварювання, типи швів і розміри їхніх конструктивних елементів у поперечному перетині й розташування швів,
Однакові вимоги до всіх швів або групи швів приводять у технічних вимогах або таблиці швів один раз.
Приклади умовного позначення стандартних швів зварних з'єднань наведено в таблиці 2.9.
Таблиця 2.9 - Приклади умовного стандартних зварних швів
| Характеристика шва | Форма поперечного перерізу | Умовне зображення шва, який зображено на кресленні | |
| з лицьової сторони | зі зворотного боку | ||
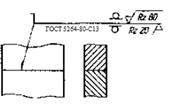
| Шов стикового з’єднання із криволінійним скосом однієї крайки, двостороннім, виконаним дуговим ручним зварюванням при монтажі виробу. Посилення зняте по обидва боки. Параметр шорсткості поверхні шва: з лицьової сторони Rz 20 мкм; із зворотного боку Rz 80 мкм. | 
| 
| 
|
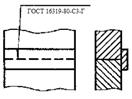
| Шов стикового з’єднання без скосу крайок, односторонній, на підкладці, що залишається, виконаним зварюванням нагрітим газом із присадковим прутком. | 
| 
| 
|
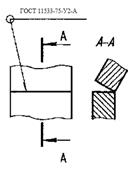
| Шов кутового з’єднання без скосу крайок, двосторонній, виконуваний автоматичним дуговим зварюванням під флюсом по замкнутій лінії. | 
| 
| 
|
| Шов кутового з’єднання із скосом крайок, виконаний електрозварюванням дротовим електродом. Катет шва 22 мм. | 
| 
| 
|
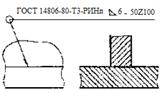
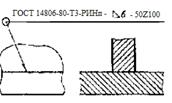
| Шов таврового з’єднання без скосу крайок, двосторонній, переривчастий із шаховим розташуванням, виконаний ручним дуговим зварюванням в інертних газах електродом, що не плавиться, із присадковим матеріалом по замкнутій лінії. Катет шва 6 мм. Довжина ділянки, що проварюється, 50 мм. Крок 100 мм. | 
| 
| 
|
| Одиночні зварені крапки з’єднання в зашморг, виконані дуговим зварюванням під флюсом. Діаметр електрозаклепки 11 мм. Посилення повинне бути зняте. Параметр шорсткості обробленої поверхні Rz 80 мкм. | 
| 
| 
|
| Одиночні зварені крапки з’єднання в зашморг, виконані контактним точковим зварюванням. Розрахунковий діаметр литого ядра крапки 5мм. | 
| 
| 
|
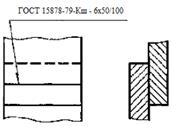
| Шов з’єднання в зашморг переривчастим, виконаним контактним шовним зварюванням. Ширина литої зони шва 6 мм. Довжина ділянки, що проварюється, 50 мм. Крок 100 мм. | 
| 
| 
|
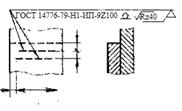
| Шов крапковий з’єднання в зашморг виконаний дуговим зварюванням в інертних газах електродом, що плавиться. Розрахунковий діаметр крапки 9 мм. Крок 100 мм. Розташування крапок шахове. Параметр шорсткості обробленої поверхні Rz 40 мкм. | 
| 
| 
|
| Шов з’єднання в зашморг без скосу крайок, однобічним, виконаним дуговим напівавтоматичним зварюванням в інертних газах електродом, що плавиться. Шов по незамкнутій лінії. Катет шва 5 мм. | 
| 
| 
|
Дата добавления: 2015-10-28; просмотров: 788 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Позначення шорсткості поверхні | | | Правила виконання складальних креслень |