Читайте также:
|
Во многом изготовление корнайзена ковкой аналогично вышеописанному методу, но есть ряд отличий. Одно отличие заключается в том, что углубление на корнайзене формируется в тот момент, когда его кончик раскален до красна или еще сильнее. Предварительный отжиг не производится. Корнайзен переносится из пламени прямо на фион. Следует особо осторожно обращаться с горячим корнайзеном, удерживаемым в плоскогубцах. Существует опасность, что он вылетит при ударе молотком. В остальном, корнайзен устанавливается, удерживается и простукивается молотком точно так же, как и в предыдущем методе. В обоих методах после формования углубления металл закаливают в воде. Прежде чем попытаться отковать кончик корнайзена, следует прочитать раздел посвященный ковке на стр. 41, это поможет понять лежащие в его основе процессы и принципы.
РАЗДЕЛ II
Процедура корнеровой закрепки
1 Осмотр оправы
2 Раскладка бриллиантов
3 Сверление отверстий
4 Рассверливание отверстий на конус
5 Вырезание посадочных мест
6 Установка бриллиантов
7 Фиксация бриллиантов
8 Выборка лишнего металла
9 Оформление корнеров
10 Глянцевая подрезка металла
Введение
Среди множества процедур закрепки бриллиантов не найти более основополагающей, чем корнеровая закрепка, и, все же, она представляет больше возможностей для оттачивания мастерства, чем любая другая. Для того чтобы по завершению процедуры получилось истинно художественное изделие, мастер должен в совершенстве владеть навыками закрепки бриллиантов в использовании инструментов, вырезании посадочных мест, фиксации бриллиантов. Менее продвинутые процедуры такие, как закрепка на столбиках и крапановая закрепка требуют меньшего умения и воображения. Другие продвинутые процедуры более сложны, но так же ограничены рамками конкретных решений. Говоря в общем, корнеровая закрепка, в противоположность другим видам закрепки бриллиантов, является совершенным мастерством, которое приобретается после того, как освоены предшествующие по сложности способы. Велика и награда, которую мастер получает в виде удовлетворения от хорошо сделанной работы. Ни один другой тип закрепки бриллиантов не предлагает мастеру такую свободу размещения бриллиантов на чистой поверхности металла, и нигде он не обладает такой свободой принимать решения от начала и до конца.
Корнеровая закрепка - это наиболее гибкая из всех процедур закрепки бриллиантов в том смысле, что она позволяет крепить бриллианты, располагая их самыми различными способами. Возможно, высшее проявление мастерства в этом виде закрепки - это перезакрепка бриллиантов. Предоставленная заказчиком подборка бриллиантов, которые уже были когда-то оправлены, независимо от их числа и разброса по размерам, может быть поставлена в самый разнообразный набор оправ. Большая часть работ по индивидуальным заказам возникает из желания заказчика, который хотел бы переставить бриллианты из старых изделий в одно новое ювелирное изделие. Бриллианты могут различаться по размеру, огранке и, все же, могут сочетаться с неограниченным набором оправ.
Крупные производители ювелирных изделий не очень любят массовое производство ювелирных изделий с корнеровой
закрепкой бриллиантов из-за высокой цены работы. Корнеровая закрепка обычно занимает больше времени, в то время как закрепка бриллиантов на столбиках или в крапаны гораздо более производительна. Однако сейчас в ювелирной моде наблюдается тенденция производить все возрастающие объемы продукции с корнеровой закрепкой, однако, все же, их количество остается ограниченным. Некоторые ведущие производители ювелирных изделий, которым нравится закрепка «паве» предлагают оправы, внешне похожие, но на самом деле являющиеся крапановыми. Чтобы скрыть отличие, бриллианты устанавливаются непосредственно на поверхность металла. В этих оправах крапаны спиливаются почти до рундистов бриллиантов и почти до поверхности пластины так, чтобы они казались корнерами, а не крапанами. Это действенное средство достичь сходства с корнеровой закрепкой, но оправа жестко привязана к бриллиантам определенного размера. Вряд ли этот подход уместен при большинстве работ по перезакрепке камней, так как маловероятно, что тот набор бриллиантов, который предоставит заказчик, подойдет к оправе, разработанной под камни определенных размеров.
Корнеровая закрепка, если свести это определение к ее наиболее основным характеристикам, - постановка бриллиантов в поверхность массивной металлической пластины. Более усложненное описание предположило бы, что сначала находят и просверливают центр пластины. Затем отверстие расфрезеровывается на конус, и вырезается заглубленное ниже уровня посадочное место. Когда бриллиант плотно установлен в это посадочное место, из окружающего камня металла поднимаются стружки - то или иное количество - и ими фиксируется бриллиант. Затем окружающий камень металл подрезается штихелем, чтобы придать бриллианту большую выразительность. Этот процесс выглядит в достаточной мере базисным, таковым он и является. Однако, каждая фаза процедуры, будучи базовой по отношению к другим процедурам закрепки бриллиантов, становится весьма завязанной как на круг своих собственных возможных модификаций, так и на альтернативные возможности.
Эта глава построена так, чтобы описать каждую фазу процедуры закрепки в определенной последовательности. Она на-
чинается с того, как определить где должны быть установлены бриллианты, и завершается глянцевой подрезкой металла после установки бриллиантов. Что нужно делать, а что нельзя в каждой стадии, альтернативные решения и способы решения проблем также приведены здесь. Эти базисные навыки затем распространяются на ряд конкретных ситуаций корнеровой закрепки, которые представлены в следующей главе.
Осмотр оправы
Ювелирные оправы так же различаются между собой по качеству и исполнению, как и любое другое изделие. Предварительный осмотр и испытания оправы выполняются с целью выяснить, насколько она подходит для закрепки бриллиантов. Существует ряд параметров, которые следует принять во внимание: прежде всего, металл должен быть достаточно толст, чтобы бриллианты размещались в нем, не проваливаясь; если оправа размещена в кольце, его верхушка должна быть расположена достаточно высоко, чтобы закрепленные в нее бриллианты шипами не выходили за его внутренний контур; кроме этого, на самых ранних стадиях осмотра нужно определить прочность галереи, поддерживающей пластину; для всех бриллиантов должно быть достаточно места. Пристрастный осмотр полученной оправы может уберечь вас от многих часов разочарований.

Когда бриллианты закреплены корнеровой закрепкой, они расположены под поверхностью металла. Понятно, что металл в этих местах станет тоньше. Абсурдно работать с пластиной металла, не превышающей по толщине глубину посадочного места для бриллианта. В таком случае бриллиант, конечно, провалится. В идеале, толщина металла должна составлять, по меньшей мере, 3-4 мм для закрепки бриллиантов массой вплоть до 0,04-0,05 карат. Более крупные бриллианты требуют более толстых пластин. При проверке толщины металла не полагайтесь лишь на осмотр пластины с торца. Это помогает, но может ввести в заблуждение, потому что край пластины обычно более толст, чем ее средняя часть (Рис. 2-1). Причиной тому может быть особенность литейного процесса, удаление излишнего металла при обработке отлив-
62
ОСМОТР ОПРАВЫ
ки напильником, наждачной бумагой или при предварительной полировке. Истинную толщину металла измеряют с помощью толщиномера (Рис. 2-2).

Рис. 2-2. Использование толщиномера для определения толщины
пластины.
Следующая стадия осмотра касается того человека, которому придется носить данное кольцо. Заключается она в том, чтобы выяснить, можно ли закрепить бриллианты в металл так, чтобы шип не выходил за внутренний контур кольца. Дискомфорт, который будет испытывать потребитель, является безусловной причиной, обесценивающей законченную работу независимо от мастерства ее исполнения. К тому же, это является достаточно частой причиной скола бриллиантов при последующем, если возникает такая необходимость, изменении размера кольца. (При изменении размера кольца, оно проковывается на стальном ригеле, и бриллиан-

Рис. 2-3. Показано, как прикладывать бриллиант, удерживаемый
воском, к краю пластины. Это делается для выяснения того, будет
ли шип выдаваться во внутренний контур кольца, когда бриллиант
опустится до глубины, на которой он будет, в конце концов, закреплен.
ОСМОТР ОПРАВЫ
63
ты могут сколоться, либо их может выдавить из оправы). Осмотр, который даст возможность принять окончательное решение относительно данного вопроса может быть проведен одним из следующих методов, либо обоими методами одновременно. Один метод - это приложить бриллиант к стороне пластины, в которую он должен быть установлен (Рис. 2-3). Если бриллиант расположить на том уровне, где он будет закреплен, можно видеть, выдается ли шип бриллианта во внутренний контур кольца; другой метод заключается в использовании толщиномера для измерения полной высоты бриллианта и сравнения этого измерения с оправой. Используя этот метод, нужно дать допуск на расстояние от поверхности пластины до предполагаемой глубины посадочного места. Далее оправа осматривается на предмет ее прочности. Прочность оправы напрямую связана с закрепкой бриллиантов, так как при закрепке к оправе прилагаются определенные усилия. В частности, нужно обратить внимание на участки значительной протяженности, неподдерживаемые снизу галереей, слабые или дефектные места поддерживающей конструкции и непрочную шинку кольца, которая изогнется или разрушится под давлением, испытываемым ею при корнеровой закрепке (Рис. 2-4). Если любое из этих обстоятельств присутствует, тогда пластину, в которую будут устанавливаться бриллианты, придется поддерживать пастой китт.
ПРОТЯЖЕННЫЙ, НЕПОДДЕРЖИВАЕМЫЙ ГАЛЕРЕЕЙ, УЧАСТОК ОПРАВЫ.
 ОСЛАБЛЕННЫЙ УЧАСТОК ГАЛЕРЕИ
ОСЛАБЛЕННЫЙ УЧАСТОК ГАЛЕРЕИ
ТОНКАЯ ШИНКА
Рис. 2-4. Показаны некоторые существенные дефекты, относящиеся к прочности кольца, на которые стоит обратить внимание.
ОСМОТР ОПРАВЫ
В заключении осмотра нужно выяснить, поместятся ли бриллианты на данной площадке. Закрепщик не должен предполагать, что бриллианты, подобранные кем-то другим для данной конкретной оправы, обязательно подойдут к ней. Корнеровая закрепка часто предполагает постановку большого количества бриллиантов вплотную друг к другу. Решение относительно того, где конкретно будет размещаться каждый из большого количества бриллиантов, всегда должно приниматься с учетом мнения именно того закрепщика, которому предстоит выполнять эту работу. Допустим, например, гипотетическую ситуацию, при которой заказчик с властными замашками хочет разместить плотный кластер бриллиантов на данной пластине. Бриллианты отбираются и размещаются на пластине площадками вниз рундистами вплотную друг к другу. По окончанию этой работы отобранные бриллианты и оправа передаются закрепщику. Опытный закрепщик должен заранее знать, что, когда бриллианты устанавливаются на выпуклую пластину, при заглублении в нее они сближаются (Рис. 2-5). В подобной ситуации, если закрепщик лично не убедится в том, что он располагает достаточным местом при прорезании посадочных мест, бриллианты будут перекрываться.
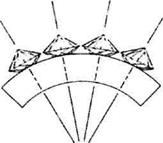
Рис. 2-5. Показано, что бриллианты, выложенные на выпуклой пластине, сближаются при погружении в нее.
Осмотр оправы перед, собственно, закрепкой бриллиантов -это непродолжительный, но крайне важный этап. Можно избежать проблем от ненадежной закрепки бриллиантов вплоть до полной неудачи в работе. Эта задача, которую следует решать именно закрепщику бриллиантов, не полагаясь на мнения других.
Раскладка бриллиантов
Корнеровая закрепка бриллиантов в оправу с достижением наиболее благоприятного впечатления от нее редко выполняется случайным распределением камней. Необходимо предварительное планирование для того, чтобы разместить бриллианты там, где они максимальным образом подчеркнут очарование ювелирного изделия. Это важный этап корнеровой закрепки, который требует аккуратности. Согласиться на меньшее, значит, возможно, получить совершенно противоположный эффект и, вероятно, сорвать всю последующую процедуру закрепки. Допуски здесь могут быть лишь очень незначительные, так как именно в этот момент начинает оформляться вся последующая процедура. Как только подобран способ размещения камней, часто методом проб и ошибок, он трансформируется уже в разметку. Разметка - это чертеж для закрепщика. Это рисунок, отгравированный на металле, дающий размер, положение и ограничивающий те участки, в которых будут устанавливаться бриллианты. Это могут быть сложные комбинации дуг, окружностей и прямолинейных отрезков, отгравированных на металле, а могут быть лишь короткие штрихи. Говоря в целом, особенности разметки зависят от формы ювелирного изделия и характеристик бриллиантов.
Часто положение бриллиантов очевидно или продиктовано третьим лицом. В последнем случае эта стадия вроде бы упрощается. Но опытный закрепщик может рассматривать это обстоятельство как лишний груз, зная, что предлагаемый вариант может оказаться губительным на последующих стадиях закрепки. К примеру, несговорчивая клиентка может бескомпромиссно настаивать на том, чтобы ее восемь бриллиантов, будучи одного размера и не влекущие за собой шлейф сентиментальных ассоциаций, были установлены в круглую пластину. С неохотой, но закрепщи-ку придется выполнить работу, хотя он и предполагает, что семь бриллиантов будут смотреться лучше восьми. (Конфигурация из семи одинаковых бриллиантов, поставленных рундистами вплот-
66
РАСКЛАДКА БРИЛЛИАНТОВ
ную друг к другу, выглядит, как один большой бриллиант). Если бы клиентка послушалась закрепщика и не пренебрегла бы его опытом и предвидением, ее бриллианты были бы поставлены гораздо более эффектно, и стоило бы ей это дешевле.
Часто дизайн украшения прямо указывает на то, как именно должны быть установлены бриллианты. Обычно бриллианты так и просятся каждый на свое место. Более крупные камни помещаются либо в центре, либо у более широкого конца клиновидной пластины, а более мелкие - у узкого ее края. Это очевидно, но задача может стать запутанной, так как в другие участки такие, как прямая полоска металла, должны быть поставлены камни одинакового размера, чтобы там они выглядели максимально эффектно. Еще какие-то участки могут быть изогнутыми и оформленными в фантазийных контурах маркиза, овала, груши и т. п. Множество таких форм может составлять дизайн оправы ювелирного изделия. Планирование логичного размещения бриллиантов так, чтобы они наиболее выгодно смотрелись, предоставляет возможность для творческого самовыражения. Успешная выкладка камней требует от закрепщика опыта в том отношении, что он должен быть в состоянии предвидеть трудности, возникающие в дальнейшей работе на каждом участке оправы.
Кроме размера бриллиантов, который уже рассмотрен, есть и другие их характеристики, также играющие важную роль в определении их местоположения. Кое-что можно принести в жертву ради того, чтобы разместить наиболее качественные бриллианты там, где они представят изделие в наиболее выигрышном свете. Бриллианты более низкого качества лучше разместить в менее заметных местах. Более того, бриллианты однотипной огранки лучше размещать рядом, когда только это возможно. Это даст постоянный световой рисунок. В целом, качество бриллиантов также следует учитывать при их выкладке.
За исключением тех случаев, когда закрепщик устанавливает единственный бриллиант в уже предварительно подготовленное для этого место, всегда есть определенная часть компромисса в принятии решения. Это начальная часть процедуры корнеровой закрепки бриллиантов. Прежде чем просверлить первое отверстие, следует потратить минимальное время, чтобы продумать результат этого действия. Следует разрешить конфликт между
РАСКЛАДКА БРИЛЛИАНТОВ 67
опытом, дизайном украшения и характеристиками бриллиантов. Все эти факторы следует принять во внимание при выборе места, где каждый камень будет наиболее эффектен в оправе. Опытный мастер знает заранее, какие проблемы могут возникнуть в данной ситуации. Дизайн изделия в какой-то степени ограничивает выбор вариантов, а разброс бриллиантов по размеру и качеству может увеличить возможности для придания украшению большего очарования.
Процесс выбора варианта выкладки зависит от множества факторов. Один из них - опыт мастера. Здесь мы говорим о том, как много информации мастер должен нанести на пластину, чтобы затем в точности знать какой камень куда ставить. Иногда для начала процедуры закрепки достаточно лишь нескольких штрихов на металле. Любые уточнения, которые окажутся впоследствии необходимыми, можно вносить в процессе работы. Другой фактор - симметрия оправы, а также размер и количество бриллиантов. В случае симметричной оправы разметку можно упростить до прочерчивания центральных линий на ней и раскладки камней по этим линиям. Третья возможность - оправа свободной формы, где невозможно провести центральные линии, либо закрепщик выбирает альтернативные способы разметки пластины. Каждый из методов разработки способа разметки, о которых мы только что говорили, проиллюстрирован далее на примере одной и той же пластины для того, чтобы выявить различия между ними.
Дата добавления: 2015-10-26; просмотров: 218 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| СПОСОБ №1 - ПУТЕМ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | | | РАЗРАБОТКА СИММЕТРИЧНОЙ РАЗМЕТКИ |