|
Читайте также: |
Прокатка – деформация металла между двумя вращающимися валками – применяется главным образом при изготовлении художественных изделий в ювелирном производстве.
В процессе прокатки заготовка обжимается по высоте и вследствие трения между валками и заготовкой продвигается вперед.
| Рис. 5.9. Схема очага деформации при прокате |
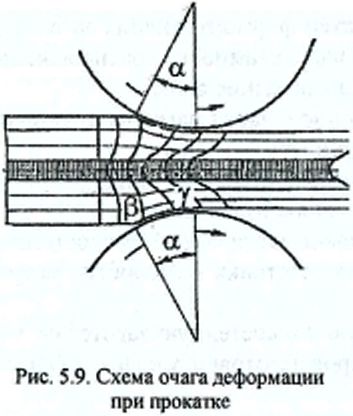 Давление от валков на заготовку действует в области ос (рис. 5.9). Внутри очага деформации образуются конусы скольжения аналогично деформации заготовки плоскими бойками (см. рис. 5.2). Часть металла вытесняется обратно в область (5 – область отставания, а часть металла течет по движению валков в область у и создает область опережения. Зоны заготовки,находящиеся по краям, деформируются больше, чем середина полосы.
Давление от валков на заготовку действует в области ос (рис. 5.9). Внутри очага деформации образуются конусы скольжения аналогично деформации заготовки плоскими бойками (см. рис. 5.2). Часть металла вытесняется обратно в область (5 – область отставания, а часть металла течет по движению валков в область у и создает область опережения. Зоны заготовки,находящиеся по краям, деформируются больше, чем середина полосы.
При прокатке даже таких высоко-пластичных сплавов, как сплавы на основе золота и серебра, имеются ограничения по максимально допустимой степени деформации (табл. 5.1). Превышение этого ограничения может привести к появлению трещин.
Таблица 5.1
Максимально допустимые степени деформации для сплавов серебра
| Сплав | Степень деформации, % |
При прокатке проволоки в отличие от листовых заготовок валки имеют не гладкие поверхности, а снабжены кольцевыми проточками – ручьями, которые соответствуют по сечению профилю прокатываемой проволоки. При прокатке на лист действует только вертикальное давление, а заготовка проволоки испытывает еще и боковое давление.
Дата добавления: 2015-09-05; просмотров: 62 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ЛИСТОВАЯ ШТАМПОВКА | | | ВОЛОЧЕНИЕ |