Вытяжка представляет собой кузнечную операцию, посредством которой увеличивается длина заготовки за счет уменьшения площади ее поперечного сечения. Вытяжка в общем случае осуществляется обжимами заготовки с кантовкой ее после каждого обжима. На каждом обжиме вытяжку можно представить как последовательную осадку смежных участков заготовки. При этом к каждому осаживаемому участку примыкают с концов его свободные участки заготовки, не находящиеся под воздействием бойка. Последние задерживают течение металла в горизонтальной плоскости по направлению, перпендикулярному к оси заготовки.
В свою очередь, участок, непосредственно находящийся под бойками, воздействует на примыкающие к нему зоны свободных участков. Поэтому в этих переходных зонах возникают области пластической деформации, протяженность которых зависит от соотношения геометрических размеров, силы трения и других условий деформирования.
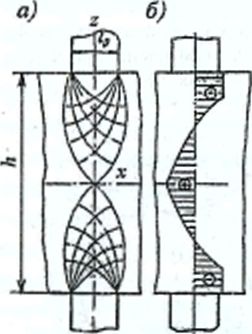
Процесс вдавливания узкого бойка можно рассмотреть с помощью метода линий скольжения. Поле линий скольжения, характеризующее напряженное состояние при вытяжке с малыми по-дачами (l0/h < 1) представлена на рис. 5.3, а. Особенностью такого напряженного состояния является появление растягивающих напряжений в зоне горизонтальной плоскости ху, как показано на эпюре рис. 5.3, б. Наличие растягивающих напряжений, особенно при вытяжке малопластичных сплавов, может привести к образованию трещин.
При очень малых l0/h изменяется вид напряженного состояния: вместо осадки металл вытесняется вверх у краев бойка, и боек врезается в металл. Боек становится топором, а вытяжка превращается в рубку.
 Для определения размеров заготовки после обжима используют коэффициент
Для определения размеров заготовки после обжима используют коэффициент  , где h 0 и m 0 – соответственно высота и ширина заготовки до обжима; h 1 и m 1 – высота и средняя ширина ее после обжима.
, где h 0 и m 0 – соответственно высота и ширина заготовки до обжима; h 1 и m 1 – высота и средняя ширина ее после обжима.
| Рис. 5.3. Поле линий скольжения (а) и эпюра напряжений при вытяжке с малыми подачами (б) |
Если бы не было удлинения заготовки, то вся площадь abea' перешла бы в указанную площадь и площади abcd' и a'b'c'd были бы равны. Фактически же вследствие удлинения заготовки площадь eb'c'c меньше площади abea'.
 Таким образом, коэффициент f показывает, какая доля площади abea' исходной заготовки переходит в площадь eb'c'c обжатой заготовки.
Таким образом, коэффициент f показывает, какая доля площади abea' исходной заготовки переходит в площадь eb'c'c обжатой заготовки.
Чем больше f тем больше уширение и тем меньше удлинение, т. е. тем меньше интенсивность вытяжки.
| Рис. 5.4. Схема определения коэффициента уширения f |
Если обрабатывать круглую заготовку плоскими бойками, то, непрерывно кантуя ее при небольших обжатиях, можно получить также круглую заготовку, но с меньшей площадью сечения (рис. 5.5). Однако в практике ковки давно известно, что при таком способе вытяжки даже из пластичной стали по оси заготовки образуются рыхлоты. Это объясняется особенностями напряженного состояния.
На рис. 5.5 видно, что при вытяжке круглой заготовки ширина а поверхности контакта заготовки с бойками переменная. Чем больше обжатие, тем больше становится и отношение a/h и тем меньше будут растягивающие напряжения на оси заготовки.
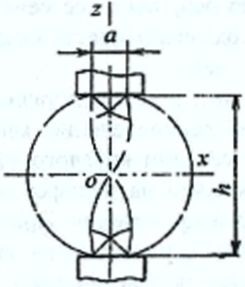
| Рис. 5.5. Схема вытяжки круглой заготовки |
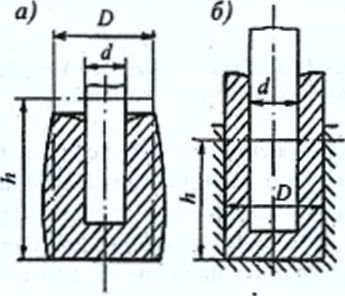
| Рис. 5.6. Схема прошивки |
Дата добавления: 2015-09-05; просмотров: 58 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ЛЕКЦИЯ 5. ОСНОВНЫЕ ВИДЫ | | | ЗАКРУЧИВАНИЕ |