|
Читайте также: |
Прошивкой называется операция получения в заготовке отверстия. Инструментом для прошивки является прошивень, который может быть сплошным или пустотелым. При сквозной прошивке сравнительно тонких поковок применяются подкладные кольца.
Отверстия до 400-500 мм в диаметре прошиваются сплошными прошивнями. Отверстия диаметром 300-900 мм прошиваются пустотелыми прошивнями. Прошивка пустотелыми прошивнями во многих случаях имеет цель удалить из заготовки центральную ликвацийну зону и использовать более качественный металл периферийных зон слитка.
При открытой прошивке прошивень внедряют в заготовку со свободными боковыми поверхностями. Одновременно с внедрением прошивня в металл изменяется исходная форма заготовки: высота уменьшается с величины Н0 до Нх, наружный диаметр неравномерно увеличивается по высоте, вследствие чего заготовка приобретает бочкообразную форму. Искажение формы заготовки тем больше, чем меньше отношение наружного диаметра к диаметру прошиваемого отверстия (D/d). Установлено, что при D/d > 5 форма заготовки практически не искажается. Следовательно, при D/d < 5 после прошивки поковки необходимо править. Чем массивнее кольцевая часть заготовки и меньше высота h, тем большим должно быть усилие прошивки и сильнее удары кувалдой или бойком молота.
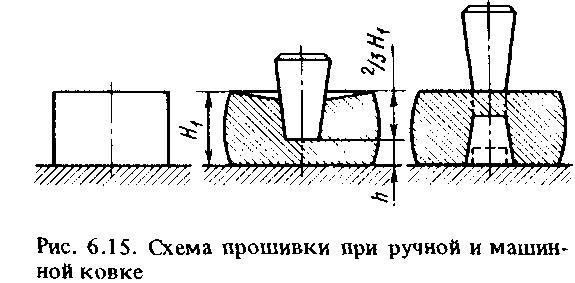
При отношении D/d > 5 прошивку можно рассматривать как процесс внедрения пуансона в тело бесконечных размеров. Очевидно, что при рассмотренной схеме прошить сквозное отверстие практически невозможно, так как полностью выдавить металл из-под прошивня не удается. Поэтому при изготовлении отверстия заготовку прошивают на глубину, равную 2/з ее высоты H1 (рис. 6.15), затем заготовку кантуют на 180°, прошивень устанавливают над наметкой под отверстие и легкими ударами кувалдой осуществляют окончательную пробивку отверстия.
Под действием усилия прошивня металл путем сдвига продавливается в отверстие. Таким образом, в отход уйдет только 1 /3 объема металла (т, е. объема отверстия), а 2/3 перераспределятся при прошивке в тело поковки. Этот объем соответствует объему сэкономленного металла. Экономия металла особенно ощутима при прошивке отверстий большого диаметра у крупных поковок в процессе машинной ковки.
Используемая литература
ГОСТ 18970-84. Обработка металлов давлением. Операция ковки и штамповки, интернет источники.
Дата добавления: 2015-09-05; просмотров: 107 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Схемы протяжки и ее разновидностей | | | Сборка выдвижных ящичков |