Описание сборочно-сварочных операций
Требования к основному материалу | Технические требования на сборочные операции | Технические требования на сварочные операции | Технические требования на изготовление конструкции | Методы контроля | Свариваемость выбранной стали | Разработка операций заготовительного производства | Выбор метода раскроя | Определение отходов от расхода металла. | Схема сборки и сварки металлоконструкции «Нижняя коробка» составляется на основе проведенной далее в разделе 3.3 разбивки конструкции на сборочные единицы. |
Сборочная единица (узел) 1 включает детали «диск» (поз. 1) и «нижний лист» (поз. 2).Деталь один устанавливают отверстием на пальцы. На неё сверху по аналогичным отверстиям устанавливают деталь поз.2. Зажимают зажимами. Схема сборки показана на рис. 3.8.
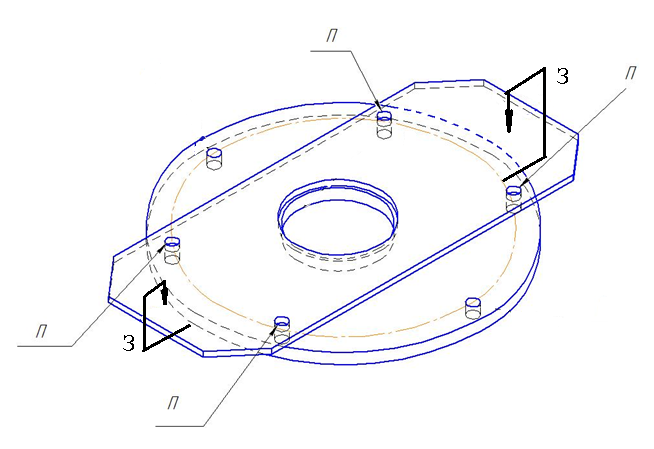
Рисунок 3.8 - Схема сборки сборочной единицы 1
П – палец, З - зажим.
Сборочная единица (узел 2) (рисунок 3.9)включает продольный лист (поз. 3) и диафрагму(поз. 6). На позиционер с помощью упоров и магнитных угольников устанавливаю последовательно два «продольный листа», затем согласно чертежа две детали «диафрагма». Затем ставят прихватки, снимают сборочные приспособления, узел кантуют на 90 градусов вокруг продольной оси, и производят окончательную сварку тавровых швов между«диафрагмами» и «продольный лист» в нижнем положении. Повторно кантуют узел и производят сварку для второго «продольного листа и «диафрагм».
Таблица №3-Наименование и обозначение приспособлений для сборки сборочной единицы 1
| Наименование
| Обозначение номером
| Обозначение
|
| Палец
| 4 шт.
| П
|
| Зажим
| 2 шт.
| З
|

. Рисунок 3.9 - Схема сборки сборочной единицы 2
Таблица 3.1 Наименование и обозначение приспособлений для сборки сборочной единицы 2.
| Наименование
| Обозначение номером
| Обозначение
|
| Упор
| 6 штук
| У1,2,3,4,5
|
| Магнитный уголок
| 8 штук
| Му 1, 2, 3, 4, 5, 6, 7,8
|
| Съемные упоры
| 8 штук
| Су 1, 2, 3, 4, 5, 6,7,8
|
Сборочная единица (узел 3) (Рисунок 3.10)
Узел 3, состоящий из верхнего листа (поз. 4) и накладки (поз.8) собирают на плитах. Сначала на трубу устанавливается поз. 4, далее на неё так же через трубу устанавливается накладка. Закрепляются профилированными упорами, а также зажимами. Производят сварку.

Рисунок 3.10 - Схема сборки сборочной единицы 3.
Таблица 3.2-Наименование и обозначение приспособлений для сборки сборочной единицы 3
| Наименование
| Обозначение номером
| Обозначение
|
| Труба
| 1 шт.
| Т
|
| Зажим
| 4 шт.
| З1,З2,З3,З4.
|
| Профилированный упор
| 4 шт.
| Пу1,Пу2,Пу3,Пу4.
|
Окончательная сборка производится на позиционере (рисунок 3.11). Сначала на план-шайбе устанавливают по упорам и фиксируют сборочную единицу 1. На нее также по упорам и фиксаторам устанавливают с помощью грузоподъемных механизмов сопрягаемыми поверхностями сборочную единицу 2, выверяют, фиксируют, далее по месту согласно чертежу также устанавливают сборочную ед.3. Устанавливают косынки дет. 5 и рёбра дет.7 по месту согласно чертежу. Сварка производится с прихватками в нижнем положении.
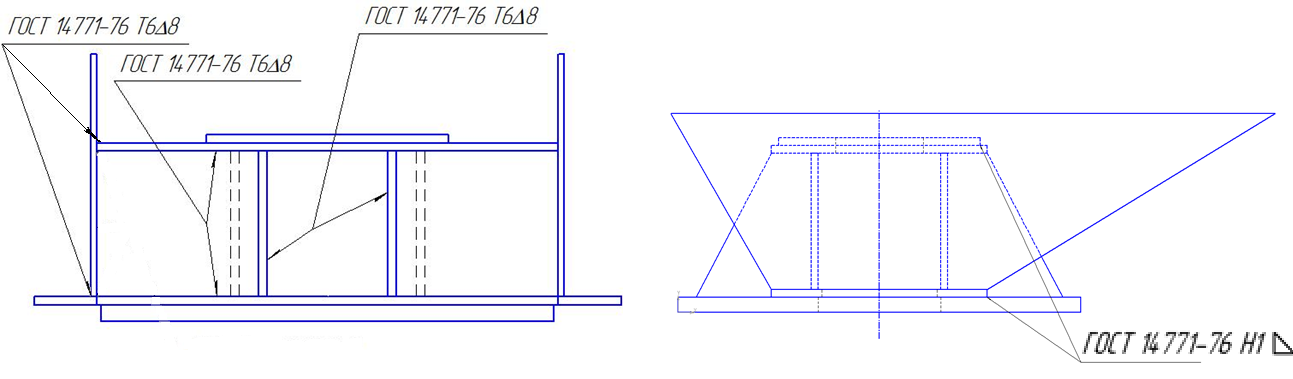
Рисунок 3.11 – Схема окончательной сборки «Нижняя коробка»
В таблице 3.3 приведена потребность в универсально-сборочных приспособлениях.
Таблица 3.3-Потребность в универсально-сборочных приспособлениях.
| Наименование приспособления
| Номер сборочной единицы
| Всего
|
|
|
|
| Окончат.сборка
|
| Упоры
| -
|
| -
|
|
|
| Пальцы
|
| -
| -
| -
|
|
| Проф. упор
| -
| -
|
| -
|
|
| Зажимы
|
| -
|
|
|
|
| Магнитные уголки
| -
|
| -
| -
|
|
Дата добавления: 2015-08-26; просмотров: 80 | Нарушение авторских прав
mybiblioteka.su - 2015-2025 год. (0.008 сек.)