При выборе технологического процесса необходимо ориентироваться на наиболее совершенные высокопроизводительные методы заготовительных операций. Следует выбирать такой метод раскроя металла, который обеспечивал бы получение наименьших отходов листа.
В зависимости от типа производства применяются три вида раскроя:
- Первый метод, имеющий наибольшее практическое значение, состоит в том, что листы разрезаются на полосы, предназначенные для штамповки или изготовления одноимённых деталей.
- Второй метод получил название смешанного раскроя. В этом случае раскрой выполняют с учётом изготовления разноимённых деталей и получения необходимой комплектности деталей на изделие.
- Третий или групповой метод начинается с раскроя полос для деталей большого размера, а оставшиеся от основного раскроя полосы используют для деталей меньшего размера. Для изготовления деталей полосы 2 и 6 используем первый метод раскроя, а для изготовления остальных деталей – второй метод.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
ЛМСТ 05.150415.01.000.ПЗ
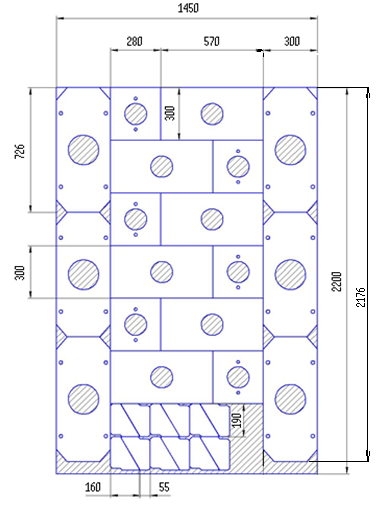
Рисунок 3.1– Раскрой листа толщиной 10мм по второму методу раскроя
На рисунке 3.1 приведен раскрой листа толщиной 10 мм по второму методу раскроя для деталей поз. 2,4,7,8.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
ЛМСТ 05.150415.01.000.ПЗ
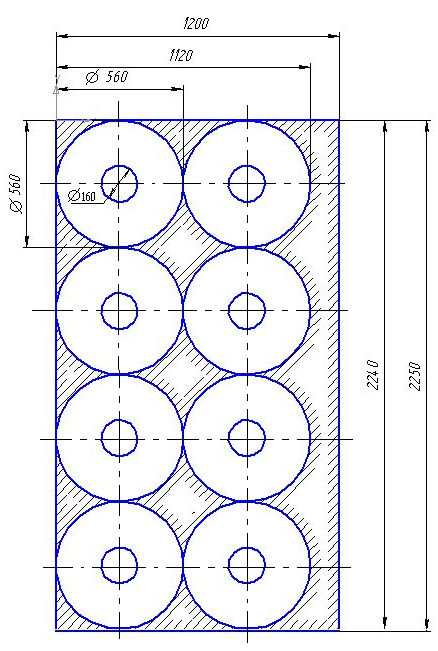
Рисунок 3.2 –Раскрой листа толщиной 20 мм по первому методу раскроя.
На рисунке 3.2 приведен раскрой листа толщиной 20 мм по первому методу раскроя для детали поз.1